Preis und Zeit geben den Rahmen vor


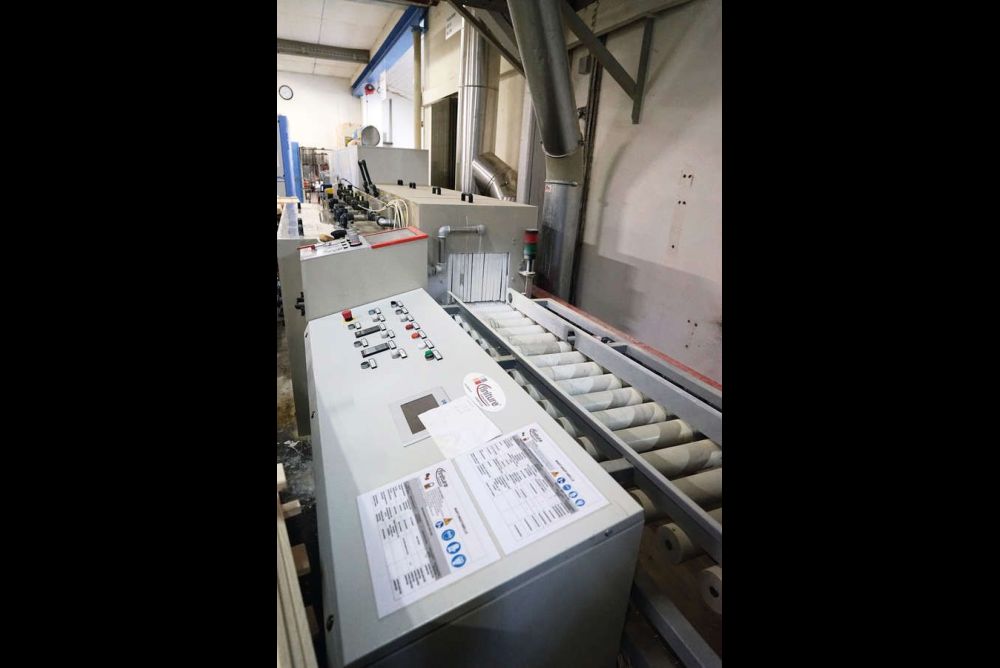
Manche Bearbeitung lässt sich mit CNC-Technik vergleichsweise einfach und rationeller ausführen. Bilder: SZ, Andreas Brinkmann
Manche Bearbeitung lässt sich mit CNC-Technik vergleichsweise einfach und rationeller ausführen. Bilder: SZ, Andreas Brinkmann
Fensterproduktion. Der immer schnellere und härtere Markt fordert die Fensterproduzenten stark heraus. Und obwohl der Bedarf an ihren Produkten gross ist, brauchen die Unternehmer effizientere Lösungen. Drei Beispiele unterschiedlicher Firmen zeigen moderne Wege auf.
Spannende Dinge, die man gerne tut und die dann im täglichen Gebrauch immer wieder Freude bereiten, können bisweilen auch gestandene Profis auf unangenehme Weise herausfordern. Obwohl viel gebaut wird und noch mehr Häuser renoviert und an neue Standards angepasst werden, drücken Preisspirale und zeitliche Vorstellungen manchem Fensterbauer aufs Gemüt. Da braucht es einiges an Fantasie und Innovationskraft, um die Freude zu behalten.
Wie sieht eine aktuelle Fensterproduktion denn aus? Was muss sie können, und was hat keinen Platz mehr? Die SchreinerZeitung hat stellvertretend bei drei unterschiedlichen Firmen nachgefragt und ist dabei auf Dinge gestossen, die grundsätzlich eine moderne Fertigung ausmachen und viele Betriebe betreffen dürften. Die Ultrakurzfassung heisst: Möglichst jeglicher Verlust muss von Anfang an vermieden werden. Da wird jetzt manch einer denken: «Na, das wissen doch alle schon.» Das Umsetzen ist dann jedoch eine Sache für sich, und nicht jeder schafft das einfach so. Je klarer und transparenter der gesamte Prozess von der Auftragserfassung bis zur Auslieferung und Montage ist, desto besser kann dieser optimiert werden. Potenzial dazu wird es immer geben.
Theo Graf hat seine gleichnamige Schreinerei zwar am Rande von Rafz ZH, aber doch nicht neben dem Dorf. Die umliegenden Liegenschaften lassen ihm nur wenig Spielraum. Auch wenn im gesamten Betrieb 35 Mitarbeiter beschäftigt sind, arbeiten nur 15 davon im Fensterbereich. Damit gehört der Betrieb zu den eher kleineren. Dennoch muss er immer leistungsstärker, flexibler und kostengünstiger produzieren, um mithalten zu können. Die Erstellung einer optimalen Produktionshalle hätte etwa gleich- viel gekostet wie die gezielte Erneuerung der Anlagen. Theo Graf hat sich für Letzteres entschieden, denn die alten Fertigungsmethoden brauchen viele Arbeitsschritte und sind somit personal- sowie kostenintensiv. Eine gute, aktuelle Einrichtung schafft die nötige Luft, die ihm, seinen Mitarbeitern und später vielleicht auch seinen Söhnen, die beide Schreiner sind, helfen, um am Markt mitzumischen.
In den eher engen Räumlichkeiten musste mit dem Ziel weitgehendster Automation geplant werden. Dabei stand nicht die Reduktion von Personal, sondern die Maximierung der Leistungsfähigkeit bei grösstmöglicher Flexibilität im Vordergrund.
Automation heisst vor allem erst mal absolute Planung. Jedes Modell ist vollumfänglich digital und massvariabel definiert, damit sämtliche Anlagen über den Strichcode gesteuert werden können, was die Einstellzeiten praktisch eliminiert. Der Code der abgelängten Kanthölzer steuert somit zuerst den Vierseiter. Nach Vorgabe der Avor wird dann der Regalwagen für das CNC-Bearbeitungszentrum (Baz) geladen, und sobald dieser angedockt ist, übernimmt die Maschine den gesamten Bearbeitungsprozess. In umgekehrter Reihenfolge liegen dann die fertigen Teile wieder im ursprünglichen Regalfach. Einzig Rundbögen müssen noch von Hand auf einen Spezialschlitten des Baz von Homag aufgelegt werden.
Auch der Schleifautomat «Q-Fin» von Martin stellt sich automatisch auf das jeweilige Profil ein. Die im Durchlauf rundum fertig geschliffenen Friese fahren direkt im Anschluss in eine 2,3 m kurze Flutungsanlage von Finiture. Diese entstaubt, beschichtet und bläst das überflüssige Material gleich wieder ab. Nach dem gut doppelt so langen Trockenkanal gelangen die Teile zur Rahmenpresse. Damit ist die Schreinerei Theo Graf die einzige der drei Firmen, deren Rahmenelemente schon vor dem Verleimen grundiert sind. Alles Folgende spielt sich anschliessend produktionstechnisch im gut organisierten, konventionellen Rahmen ab.
Der automatisierte Durchlauf erlaubt es Graf, jedes einmal in der Avor erarbeitete Modell unabhängig von der Stückzahl jederzeit herzustellen, ohne dass dadurch der Herstellungsprozess beeinträchtigt wird.
Ebenfalls am Dorfrand, und zwar in Winikon LU, steht mittlerweile seit 120 Jahren die Biene Fenster AG. Was lange Zeit eine der wichtigsten Adressen im Zubehörbereich der Imker war, ist heute ein Fensterbauunternehmen mit rund 120 Mitarbeitern. Die angrenzenden Wiesen geben genug Raum für Entwicklungen, was in der Vergangenheit auch immer wieder erforderlich war.
Der letzte Anbau ist vom Dorf abgewandt und wirkt wie ein hochmoderner Bürokomplex mit seiner grosszügigen Glasfassade. In Wahrheit liegen dahinter aber die grossen und hellen Produktionsräume. Bei der Fassade handelt es sich um das hauseigene Modell «Future Windows», dessen Stufenglas den Holzrahmen von aussen verdeckt. Somit kann aussen ausschliesslich Glas gezeigt werden, und innen ist es immer noch ein normales Holzfenster mit allen sonst auch üblichen Funktionen. Neben diesem speziellen Fenstertyp sind die verschiedensten Holz- und Holz-Metall-Fenster-Modelle im Angebot sowie Hebeschiebetüren. Diese brauchen mit ihren Dimensionen gesonderte Aufmerksamkeit und eigene Produktionsbereiche.
Die Produktion läuft auf zwei Systemen. Die Flügel mit Zapfenverbindung werden nach wie vor konventionell auf der Durchlaufanlage gefertigt. Das passt zur erforderlichen Ausführung, was die Bearbeitungen und auch die Menge betrifft.
Die Rahmen mit Langlochzapfen und auch die Hebeschiebetüren laufen über ein CNC-Bearbeitungszentrum. Damit sind dann nicht nur sämtliche Flächenbearbeitungen möglich, sondern auch Falzwechsel. Ein Element, das sowohl einen Flügel als auch eine Festverglasung aufweist, braucht eine Übergangsfräsung, die konventionell nur mit grossem Aufwand möglich ist.
Ein Durchlaufsystem kann mehrere Teile gleichzeitig bearbeiten und kommt so auf eine hohe Kapazität. Ein Baz ist viel flexibler und kann in der Regel auch mehr. Durch die Fahrt mit dem Aufspannschlitten an den Fräsköpfen vorbei braucht es aber mehr Zeit pro Fries. Grosszügige Pufferzonen vor und nach dem Baz gleichen die Geschwindigkeitseinbussen aus und ermög- lichen, dass die Maschine nach Betriebsschluss mannlos weiterarbeiten kann.
Die neuen Räume schaffen viel Platz für die weitere Bearbeitung an Verleimstationen und im Verputzbereich. Für die Oberfläche und die Beschlägemontage muss dann allerdings das Stockwerk gewechselt werden. Dafür kann so mit den gleichen grosszügigen Platzverhältnissen gearbeitet werden. Der Einsatz von Schraubrobotern sorgt bei der Beschlägemontage für eine hohe Effizienz. Interessant ist auch die Lieferung zum Kunden: Die Montageteams nehmen ihren Tagesbedarf an Fenstern gleich auf einem Anhänger mit. So entfällt der zusätzliche Aufwand mit einem Transporteur, und auf der Baustelle muss kein Zwischenlager eingerichtet werden.
Die Haupt AG in Ruswil LU hatte das Glück, für den gesamten Fensterbereich eine neue Halle stellen zu können. Ziel war eine durchgängige, transparente und weitmöglichst optimierte Produktion, die sich unmittelbar den gegebenen Situationen anpassen lässt.
Um auch wirklich umsichtig zu planen, wurden mit der Beratungsfirma TreInnova das Ist und das Soll analysiert, was zwar Zeit kostete, aber auch letztendlich zu wesentlich besseren Lösungen geführt hat. Der Spezialist für vorwiegend historische Fenster und Renovationen hat die Fertigung mit der Winkelanlage aufgegeben, kann mit dem CNC-gesteuerten Baz von Homag sehr viele Arbeitsschritte sparen und gerade bei runden und geschweiften Ausführungen die Produktion vereinfachen. Auch die Beleimung, die Verpressung und die Auftrennanlage für die Einglasrahmen der Flügel sind neu CNC-gesteuert.
Produziert wird in Takten, die dann in eine Pufferzone gelangen und von dort in den nächsten Bereich genommen werden. Damit lassen sich die Geschwindigkeitsdifferenzen ausgleichen. Speziell auf die Bedürfnisse ausgelegte Transportwagen stellen im Verlauf sicher, dass immer alle Teile beieinander sind und so eine hohe Transparenz gesichert ist.
Die Produktionsreihenfolge entspricht der gewünschten Montage, wodurch nur das Hallenplätze belegt, was dann auch wirklich rauskommt. Es geht also nur das in die Produktion, was bis zum Schluss schon klar bestimmt ist. So ist es möglich, bei einem Grossauftrag mehrere Aufträge gleichzeitig zu bearbeiten. Mit den definierten Tageslosen ist die Arbeit fliessend, und es steht nur sehr wenig Ware herum.
www.theograf.chwww.biene-fenster.chwww.haupt-ag.chVeröffentlichung: 13. Oktober 2016 / Ausgabe 41/2016





























Insektenschutz. Der Frühling ist Rollo- und Plisseezeit. Es lohnt sich für Schreiner, die Chance auf eine zusätzliche Dienstleistung zu prüfen und den Insektenschutz kennenzulernen. Denn der sogenannte Querverkauf schafft nicht nur Umsatz, sondern auch Kundenkontakte.
mehr
Sonderformate. Der Umgang mit besonderen Konstruktionen und Formaten, wie etwa Wende-fenstern oder Schwingflügeln, ist für die meisten ungewohnt. Die Schreinerzeitung hat einige aktuelle und bewährte Beispiele von Fenstern abseits der üblichen Pfade gesichtet.
mehr
PaidPost. Der Schreineralltag ist vielfältig und abwechslungsreich: sowohl in der Werkstatt als auch auf der Montage, wie dieser Auftrag von Schreiner 48 einmal mehr beweist.
mehr