Schreinerarbeit im edlen Mantel


Tür und Rahmen im Giessharzmantel: ein Verfahren für spezielle Anforderungen. Bild: Sue Lüthi
Tür und Rahmen im Giessharzmantel: ein Verfahren für spezielle Anforderungen. Bild: Sue Lüthi
Beschichtung. Ein Element mit einer Giessharzbeschichtung zu ummanteln, ist mit grossem Aufwand verbunden. Die Kuster Schreinerei AG in Thalwil hat sich auf das Verfahren spezialisiert. Ein Besuch in der Werkstatt, wo die Beschichtung für höchste Ansprüche hergestellt wird.
Penetrant ist der Lösemittelgeruch. Im Erdgeschoss der Kuster Schreinerei AG im zürcherischen Thalwil liegt das Reich von Richard Miotti und Assafah Fasha. Die beiden Männer sind Oberflächenspezialisten. In der Mischung zwischen Labor und Werkstatt entsteht unter ihren Händen eine ganz spezielle Giessharzbeschichtung.
Für bestimmte Situationen werden schon in der Ausschreibung bakterien- und schmutzresistente Oberflächen verlangt. Anforderungen, mit denen sich der Betrieb bestens auskennt. Die Firma stellt Türen, Abdeckungen und Elemente nach Mass für andere Schreiner, Lieferanten und Türhersteller her. Mit Brunex zum Beispiel pflegen sie eine engere Zusammenarbeit, wie der Geschäftsführer Andreas Kuster sagt. Gemeinsam haben sie Brandschutzzertifizierungen für Türen mit ihrer Giessharzoberfläche durchgeführt. Die Beschichtung unterscheidet sich von HPL- und Lackoberflächen dadurch, dass sie dauerhaft beständig gegen Desinfektions- und Reinigungsmittel und besonders unempfindlich gegen mechanische Einwirkungen ist.
Die Schreinerei beschäftigt acht Mitarbeiter und eine Lernende. Die Kuster Schreinerei AG hat vor 22 Jahren die Firma Orsopal AG übernommen und sie später in ihre AG integriert. So kam es, dass sich der Firmenname mit dem Produkt vermischte und die Beschichtung heute unter «Orsopal» kursiert.
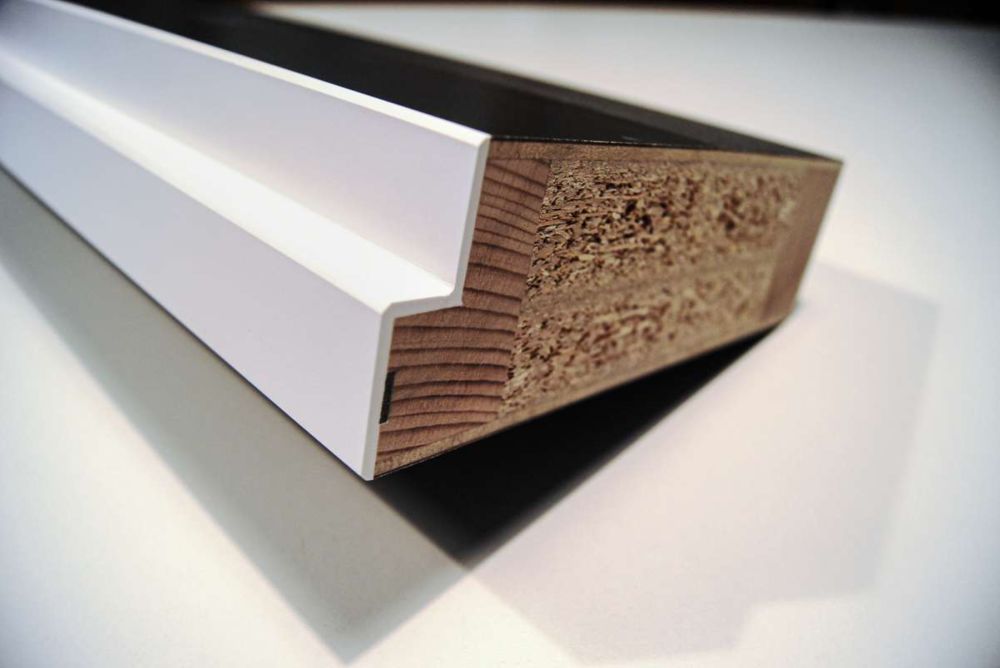
Das Beschichtungsverfahren ist sehr aufwendig, und die Produkte sind entsprechend kostspielig. Doch das Resultat ist grossartig, die Oberfläche makellos, angenehm in der Haptik und fugenlos. Bei HPL-belegten Elementen kann auch nur ein Kantenschutz aufgegossen werden.
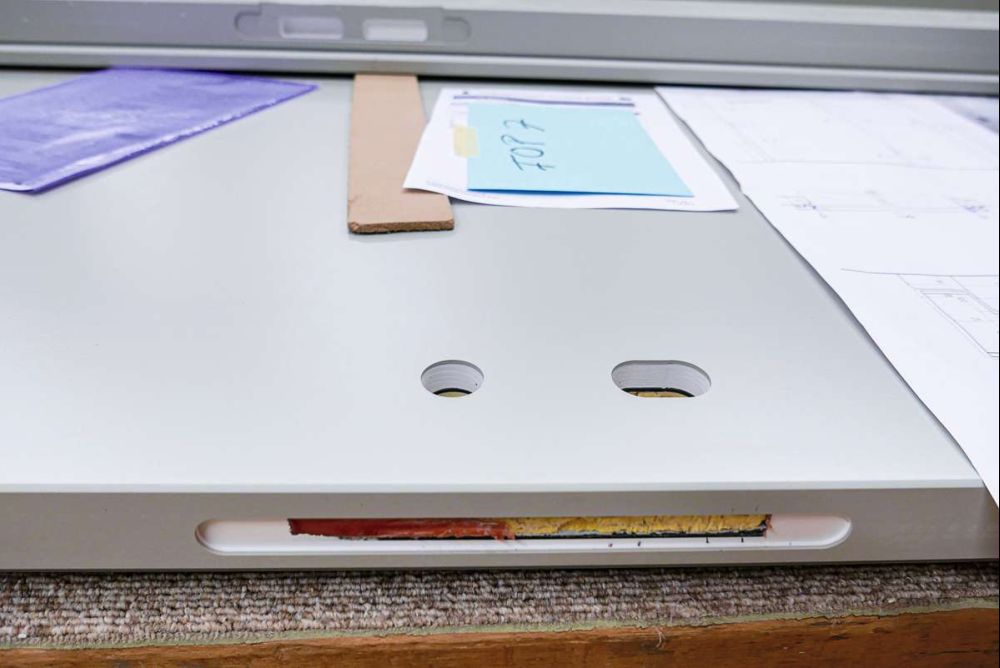
Für der Herstellung ist Platz wichtig, denn die Türen und Elemente werden eingegossen, das heisst, sie werden in ein Bad aus Giessharz gelegt. Zwei Millimeter dick ist der Überzug auf der Fläche, drei Millimeter an der Kante und im Bereich der Beschläge. Und das ist genau die Schwierigkeit: Denn auch in die Fräsung für den Schlosskasten, den Stulpbereich, die Bänder und die Fälze muss eine schöne, dichte, drei Millimeter dicke Schicht Giessharz hin. Darum wird als Erstes der Rohling mit entsprechendem Zumass gefräst.
Richard Miotti hat 22 Jahre Erfahrung mit dem Verfahren. «Die Flächen müssen perfekt sein, dort sieht man Fehler und Abweichungen sofort», erklärt der gelernte Bootsbauer. An den Kanten könne man eine Unschönheit ausbessern, aber eine missratene Fläche muss neu gegossen werden.
Viel Fingerspitzengefühl ist beim Ausgiessen des Schlosskastens oder der Bänderöffnungen gefragt. Für den Kasten erstellen die Schreiner eine Negativform, die sie in die Aussparung im Türblatt setzen und sie mit Klötzchen in Position bringen. So kann die Tasche ausgegossen werden. Nach dem Entfernen der Form setzt man dann das Schloss in die beschichtete Aussparung.
Die Türblätter kommen in eine Schalung, die die Schreiner auf den grossen Tischen erstellt haben – drei Millimeter grösser als die Tür. Als Form und Unterlage wird eine entsprechende HPL-Platte gewählt, denn die Oberfläche ist nach dem Guss fixfertig, wird nicht mehr nachbehandelt.
Die Harzmischung wird in die Form gegossen und das Türblatt daraufgelegt. Die dickflüssige Masse quillt am Rand herauf und beschichtet auch die Kanten. Unzählige Schraubzwingen pressen die Platten in das Harz, sodass eine gleichmässig dicke Schicht gewährleistet wird. Zwei Stunden müssen die Teile im Negativmodul liegen, danach dauert die Aushärtezeit drei Tage. Man kann sich die Spannung denken, die jedesmal herrscht, wenn man ein grossflächiges Teil aus der Form hebt. Ist die Fläche perfekt, kommt die andere Seite ins Bad. Am Schluss werden nur noch die Kanten bearbeitet.
Für die «Orsopal»-Beschichtung braucht es Harz, einen Lufttrockner, einen Aktivator als Beschleuniger und weitere Zusätze wie die Pigmente. Die grosse Kunst liegt in der richtigen Menge und dem Mischen in einer bestimmten Reihenfolge. «Das Schwierigste ist, den Farbton hinzukriegen», sagt Richard Miotti. Er ist motiviert, jedes Mal den perfekten Überzug zu schaffen, und jedes Mal ist er gespannt, wenn er das Element aus der Schalung hebt.
www.kusterschreiner.chVeröffentlichung: 12. März 2020 / Ausgabe 11/2020







Spritzverfahren. Wenn Lacktröpfchen mit hoher Geschwindigkeit durch den Raum rasen, brauchen sie einen guten Luftleitstrahl, um sicher am Ziel zu landen. Heutige Spritzverfahren müssen hohe Anforderungen erfüllen und Spitzenqualitäten ermöglichen.
mehr
Dekore. Selbst Fachleute müssen mittlerweile oft zweimal hinschauen, um zu erkennen, ob es sich um ein Holzdekor oder um echtes Holz handelt. Aber wie kommen die täuschend echten Oberflächen zustande? Die Schreinerzeitung hat bei den Herstellern nachgefragt.
mehr
PaidPost. Beim traditionsreichen Unternehmen Gross Fenster + Türen GmbH in Salzweg bei Passau (D) hat Range + Heine aus Winnenden (D) kürzlich die horizontale Flutanlage für die Grund- und Zwischenbeschichtung von Holzteilen modernisiert und erweitert.
mehr