Hängend durch jede Station


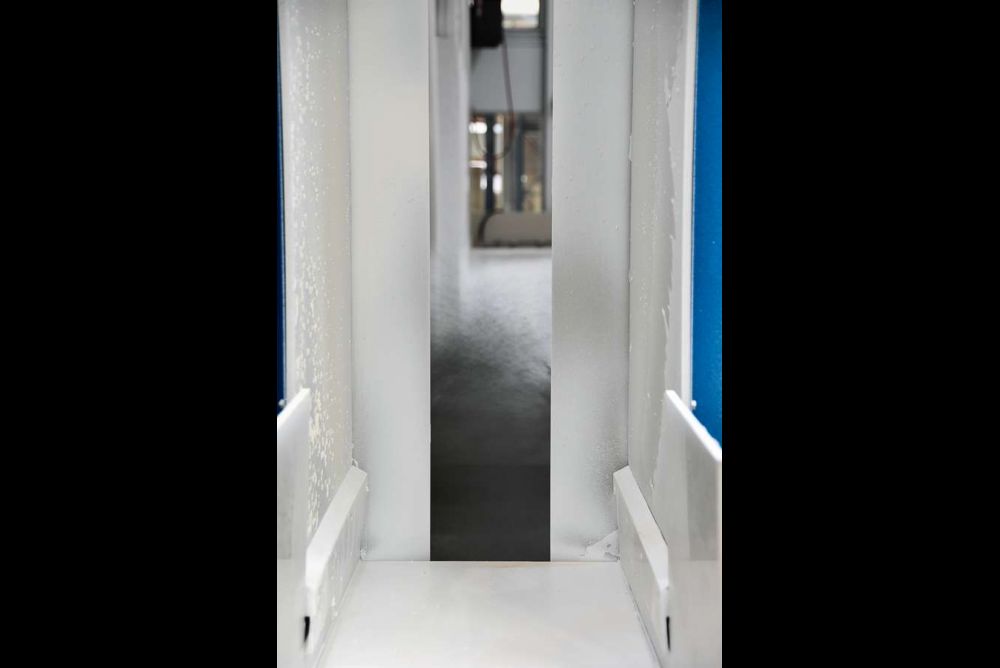
Dank des vertikalen Rasters können die Teile bequem und effizient geschliffen werden.
Dank des vertikalen Rasters können die Teile bequem und effizient geschliffen werden.
Fensterbeschichtung. Qualität, Flexibilität und Effizienz sind nicht nur in der Fertigung der Fensterteile gefragt, sondern auch in der Oberflächenbehandlung. Der exklusive Einblick in eine neue Beschichtungsanlage zeigt, wie dies aussehen kann und was es dazu braucht.
Im März 2017 startete die von Euw Fenster AG ein neues Projekt: Die gesamte Beschichtungsanlage des Fensterbauers sollte erneuert werden. Ambitionierte Projekte waren für das Unternehmen aus Rothenthurm SZ nichts Neues –, bereits 2015 sorgte es mit seiner neuen Produktionsanlage für Aufsehen in der Fachwelt. Hier geht's zum Bericht
Wie damals entschied sich der Geschäftsführer Adi von Euw, die Projektleitung an die Tre Innova AG aus dem zugerischen Hünenberg zu übertragen. Zusammen erarbeitete man einen 50 Seiten umfassenden Anforderungskatalog, welcher die Basis für die Evaluation bildete.
Das Hauptaugenmerk lag dabei nicht auf einer massiven Leistungssteigerung. «Vielmehr ging es darum, die Qualität, Flexibilität und Effizienz zu verbessern», sagt Adi von Euw. Deshalb war von Anfang an klar, dass es wohl auf eine Anlage mit Roboter hinausläuft. «Damit ist es möglich, überall auf dem Werkstück eine gleichmässige Schichtdicke zu erreichen», erklärt Linus Oehen, der zuständige Projektleiter von Tre Innova. So ist nicht nur eine gleichbleibende Qualität sichergestellt, es lassen sich auch Lasuren aufbringen. Ausserdem sollten die eingesetzten Applikations- und Trocknungstechniken keine Einschränkung der Lacklieferanten zur Folge haben. Aus diesem Grund kamen spezielle Trocknungstechniken wie zum Beispiel UV-Trockner weniger infrage.
Ebenfalls wichtige Punkte waren das Handling der Teile und der Betrieb der Anlage. Von Euw wollte nicht, dass die Werkstücke mehrmals auf- und abgehängt werden müssen. «Das ist ineffizient und für die Mitarbeiter eine mühsame Arbeit», sagt er. Das Gleiche galt für die gesamte Anlage in Bezug auf den Unterhalt: Um eine konstante Qualität zu gewährleisten sowie schnell einen Farbwechsel durchführen zu können, muss sie sich einfach und möglichst schnell reinigen lassen.
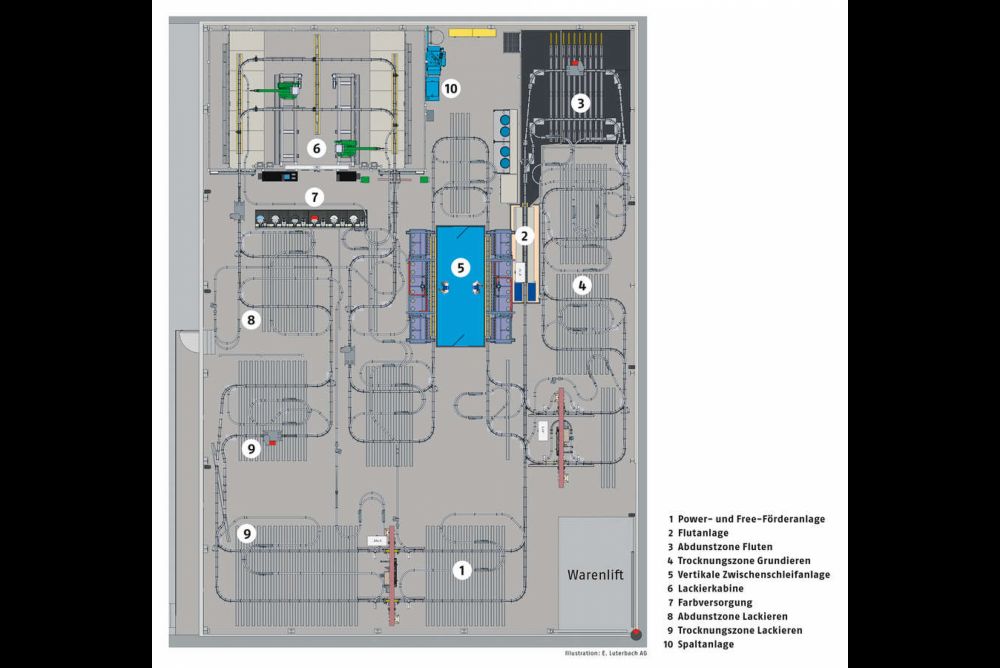
Diese und die zahlreichen anderen Kriterien unter einen Hut zu bringen, war die grosse Schwierigkeit bei diesem Projekt. Obwohl es auf dem Markt zahlreiche Anbieter von verschiedenen Anlagebauteilen gibt, brauchte es bei den Details viele individuelle Anpassungen. Hinzu kam, dass für die neue Beschichtungsanlage zwar ein neues Gebäude errichtet wurde, aber dennoch nicht unendlich viel Platz zur Verfügung stand. Eine exakte Layoutplanung war deshalb unabdingbar.
Aus den oben erwähnten Gründen wählte man eine für diesen Bereich nicht alltägliche Form der Zusammenarbeit: Die von Euw AG trat im Projekt als Kundin und Bauherrin auf. Als Projektleiterin und Bauherrenvertreterin fungierte die Tre Innova AG. Gemeinsam entschieden sie sich für die E. Luterbach AG aus dem luzernischen Hildisrieden. Das Unternehmen hat sich spezialisiert auf das Engineering und die Herstellung von Pulverbeschichtungs- sowie Lackieranlagen. Als Generalunternehmer war die E. Luterbach AG für die Beschaffung, Lieferung und Montage der Anlagebauteile zuständig. Die Auswahl der Lieferanten und Anlagen erfolgte durch die Bauherrschaft und die Projektleitung.
Dank ihrer langjährigen Erfahrung in diesem Geschäft kennen sich die Experten der E. Luterbach AG bestens mit den technischen Details und den zahlreichen Stolperfallen bei solchen Projekten aus. Gemäss Geschäftsführer Fabian Luccarini können dies manchmal banale Dinge wie eine Konformitätserklärung sein: «Man muss genau überprüfen, ob der jeweilige Hersteller auch wirklich das liefert, was er verspricht.» Ansonsten kann es sein, dass die Behörden aufgrund einer fehlenden oder ungültigen Konformitätserklärung die Betriebsbewilligung für die Anlage nicht erteilen.
Bei der Förderanlage wurde Wert auf ein möglichst stabiles und wartungsarmes System gelegt. Um das Handling der Teile zu vereinfachen, ist die Anlage mit zwei Hub- und Senkstationen ausgerüstet. Dort kann der Bediener die Traversen per Knopfdruck auf einer Funkfernsteuerung absenken, um die Teile besser aufhängen zu können.
Einmal aufgehängt, laufen die Teile komplett durch die gesamte Anlage. Möglich macht dies eine Verkettung des Flut- und Lackierkreislaufes. Damit müssen die Teile nie ab- oder umgehängt werden.
Die vertikale Flutanlage ist mit Verkleidungen aus Polypropylen ausgerüstet. Dadurch lässt sie sich wesentlich besser reinigen. Getrocknete Lackreste lassen sich einfach anlösen und von der Oberfläche abschälen. Zudem ist die Anlage mit einem vollautomatischen Farbwechsel bestückt.
Nach dem Fluten gelangen die Teile in eine geschlossene und befeuchtete Abdunstzone, wo die Farbe abtropfen und einen gleichmässigen Film bilden kann. Dafür stellt die Förderanlage die Teile automatisch um 15° schräg. Anschliessend werden sie in die Trockenzone transportiert. Dort sorgt eine Lüftungsanlage mit einer Leistung von 10 000 m3/h für das entsprechende Klima.
Anschliessend werden die Teile in der vertikalen Zwischenschleifstation von Hand geschliffen und überprüft. Adi von Euw war zunächst skeptisch, was das vertikale Zwischenschleifen angeht. Bei den meisten Lösungen hängen die Teile frei. «Das ist extrem mühsam für den Mitarbeiter, weil die Teile dann ständig umherschwenken und er sie mit einer Hand halten muss», erklärt er seine Bedenken.
Deshalb entwickelte die Tre Innova AG zusammen mit der E. Luterbach AG eine bessere Lösung: Auf die beiden Wände mit integrierter Staubabsaugung montierten sie eine Rasterung, auf welcher die Teile beim Schleifen aufliegen. Die Rasterung ist so gewählt, dass die Haken der Aufhängung immer dazwischenfallen.
Die Schleifstation ist für zwei Mitarbeiter ausgelegt und mit einer Hebebühne ausgestattet. So können sie auch grosse Fensterteile bequem bearbeiten. Sämtliche Halter, Druckluft- und Stromanschlüsse für die benötigten Geräte sind in die Hebebühne integriert und somit immer griffbereit.
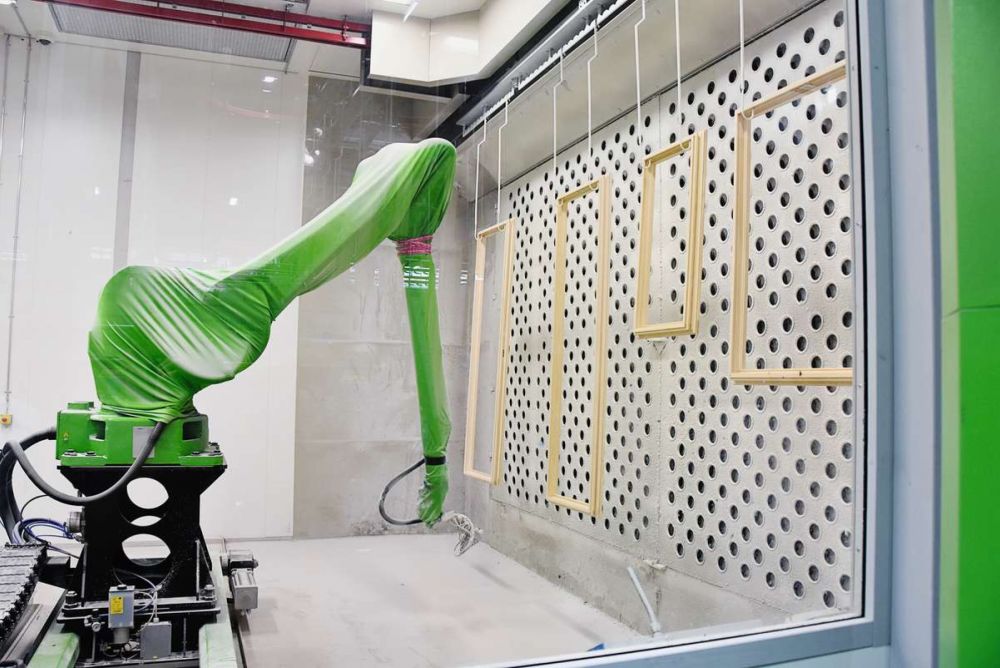
Die Decklacke und Lasuren werden in der Lackierkabine von zwei 7-Achs-Robotern appliziert. Auf dem Weg in die Kabine vermisst ein 3D-Scanner die Teile, damit die Roboter das Material exakt aufbringen können. Ein Farbwechsel ist innerhalb von etwa anderthalb Minuten machbar. Zudem ist die Anlage mit verschiedenen Details ausgerüstet, welche die Zuverlässigkeit und Flexibilität erhöhen. Zwischen den Arbeitsgängen werden die Düsen automatisch an einer Reinigungsstation gereinigt, damit es keine Rückstände oder grosse Tropfen gibt. Für längere Standzeiten gibt es extra ein Tauchbad, in dem die Düsen platziert werden. Selbstverständlich ist auch die ganze Kabine klimatisiert, dafür sorgt eine Lüftungsanlage mit einer Leistung von 30 000 m3/h. Wegen der einfacheren Reinigung setzte man in der Kabine ebenfalls überwiegend auf Teile aus Polypropylen. Speziell ist ausserdem die Luftführung im Bereich der Förderanlage. Sie ist so gestaltet, dass der Luftstrom den Sprühnebel von den Schienen fernhält.
Ähnlich sieht es bei der Farbversorgung aus: Die ganze Station ist mit Polypropylen-Platten verkleidet und umfasst fünf Pumpstationen. Damit ein Farbbehälter einfach und schnell ausgewechselt werden kann, lassen sich die Fassdeckel und Pumpen pneumatisch anheben. Das Ansaugrohr besteht ebenfalls aus Polypropylen und lässt sich abnehmen. Bei einem Farbwechsel tauscht der Anlagebediener das Rohr gegen ein sauberes aus und reinigt das verschmutzte erst nachher. Dadurch lassen sich die Unterbrüche noch weiter reduzieren.
Nach dem Lackieren gelangen die Teile wiederum in eine geschlossene sowie klimatisierte Abdunstzone und danach in die Trocknungszone. Diese lässt sich ebenfalls gemäss den Vorgaben des Lackherstellers belüften. Die von Euw AG versucht aber, die Produktion so zu takten, dass die Teile über Nacht trocknen können. «Dies spart Energie», sagt Adi von Euw.
Weil für die Beschichtung nur Wasserlacke zum Einsatz kommen, ist eine angemessene Wasseraufbereitung Pflicht. Dafür sorgt eine vollautomatische Spaltanlage. Das Spülwasser von allen Stationen wird ihr automatisch zugeführt. Die Anlage dosiert dann das Spaltmittel selbst, die ausgeflockten Lackrückstände werden über ein Vlies gefiltert und abtransportiert.
Ein Anlageleitrechner steuert die gesamte Anlage und versorgt die einzelnen Systeme mit den benötigten Daten. Die Werkstückinformationen kommen direkt aus dem ERP «3E» und werden über einen Barcode auf dem Werkstück abgerufen. Die Datenstruktur ist dabei nach Farbtönen gruppiert: Hell, Pastell und Dunkel.
Interessant in diesem Bereich ist das von der E. Luterbach AG entwickelte Hardware-Konzept des Leitrechners: Dieser ist in einem fahrbaren Terminal untergebracht. Somit hat der Bediener den Rechner immer in seiner Nähe, egal wo. Die Datenübertragung zur Anlage erfolgt über ein gesichertes WLAN. Ein Akku sorgt für die Stromversorgung, seine Kapazität reicht für mindestens eine komplette Schicht aus.
Nicht ganz ohne war denn auch das Einfahren der Anlage. Insbesondere das Abstimmen der zahlreichen Parameter ist sehr aufwendig. «Aber das war uns von Anfang an bewusst», sagt von Euw. So hat man zuerst einzelne Rahmentypen in den verschiedenen Farbsystemen programmiert – halt jene, die gerade gebraucht wurden. Gemäss von Euw habe man aber schnell gemerkt, dass dies zu fehleranfällig sei und man mehr Geduld brauche. Darum ging man dazu über, zuerst alle Rahmen eines Typs in einem Farbsystem zu programmieren. Erst wenn diese getestet sind und einwandfrei durch die Anlage laufen, geht man zum nächsten Farbsystem über.
Alles in allem zeigt sich Adi von Euw aber sehr zufrieden mit dem Projekt: Der Lackverbrauch sei etwa gleich wie bei der alten Anlage mit Hubgerät. Dafür habe man sich bei der Qualität und Flexibilität merklich verbessern können. Stellen seien durch die neue Anlage keine verloren gegangen. «Meine Mitarbeiter haben jetzt viel bessere Arbeitsplätze», sagt von Euw.
Auch die Projektpartner werten das Ergebnis als Erfolg, obwohl das Budget am Ende um etwa 5 % überschritten wurde. Ein Teil davon lässt sich gemäss Linus Oehen durch zusätzliche Aufwände und Entwicklungen erklären. Er ist überzeugt, dass die enge und vor allem offene Zusammenarbeit aller Beteiligten immer im Interesse der Firma von Euw war. «Durch die offene Rechnungslegung gab es gar keine Möglichkeit, die Margen zugunsten von einer Seite zu optimieren», erklärt Linus Oehen. Auch für die E. Luterbach AG waren die Spielregeln von Anfang an klar: «Die GU-Marge war für uns definiert, und es wussten immer alle, wo sie stehen», sagt Fabian Luccarini. Manchmal habe es schon auch harte Diskussionen gegeben, sagt Adi von Euw. «Aber die braucht es, um voranzukommen und andere Wege zu beschreiten.» Die neue Lackieranlage und insbesondere die kleinen, aber wichtigen Details sind der Beweis dafür.
Inbetriebnahme: Juni 2019
Fläche: 660 m2
Kapazität: theoretisch bis zu 250 Vierecke pro Tag
Max. Werkstückabmessungen: 5000 × 3000 × 200 mm (Fluten), 5000 × 3000 × 300 mm (Lackieren)
Investitionsvolumen inklusive Gebäude: 4 bis 4,5 Mio. Franken
Tre Innova AG, 6331 Hünenberg
www.treinnova.chE. Luterbach AG, 6024 Hildisrieden
www.luterbach-ag.chFörderanlage: Caldan, Dänemark
Flutanlage und Lackierroboter: Range + Heine GmbH, Deutschland
Lüftungsanlage: E. Luterbach AG, 6024 Hildisrieden
Farbversorgung: TT-Transtechnik GmbH, 4512 Vogelsang
Spaltanlage: Envirochemie AG, 8733 Eschenbach
Veröffentlichung: 11. November 2019 / Ausgabe 45/2019









BlackBox. Einen Showroom für Licht bietet Häfele für Schreinerinnen und Schreiner in Bad Cannstatt, einem Stadtteil von Stuttgart. In der Blackbox lässt sich das Thema unmittelbar erfahren. Eine kleine Delegation hat sich am vergangenen Donnerstag davon vor Ort überzeugt.
mehr
Parlamentswahlen. Jakob Stark wurde im Kanton Thurgau im ersten Wahlgang für eine zweite Amtsperiode in den Ständerat gewählt. Die anderen Hölzigen verpassten die Wahl in den Nationalrat, wussten aber mit starken Resultaten auf sich aufmerksam zu machen.
mehr
PaidPost. Wenn die neuen Trenddekore und Oberflächen am Markt erscheinen, schlägt das Herz des Einrichters sofort höher. Besonders heftig geht der Puls beim Anblick der neuen Kollektion des Anbieters Fundermax.
mehr