Das Ende vom Abschnitt


Die Messerformen unterscheiden sich je nach Hersteller und Einsatz. Diese von Reinbold sind rund. Bild: Philipp Heidelberger
Die Messerformen unterscheiden sich je nach Hersteller und Einsatz. Diese von Reinbold sind rund. Bild: Philipp Heidelberger
Restholz. Das Zerkleinern von Holzabfällen ist für Schreinereien teuer. Mit einer passenden Hackanlage kann ein Betrieb Kosten und Aufwand sparen. Verschiedene Versionen, wie ein Hacker optimal integriert und gewartet wird und so die Sicherheit im Betrieb gewährleistet.
Jeder Schreinerbetrieb musste sich schon mal Gedanken darüber machen, wie man mit Restmaterialien aus Holz und Holzwerkstoffen umgehen will. Wenn diese nicht in einem Container gesammelt und von einem Entsorgungsunternehmen abgeholt werden, kommt in vielen Schreinereien ein Hacker zum Einsatz.
Hacker gibt es schon lange. Früher gab es auch in Schreinereien Anlagen mit Zuführband und schnell drehender Messerwelle. Wer diese in Aktion erlebt hat, der weiss, dass der Durchsatz sehr hoch war. Aber sie waren enorm laut und produzierten ein relativ feines Granulat mit viel Staub. Aufgrund der hohen Drehzahl waren sie ausserdem wartungsintensiver und anfälliger auf Fremdkörper im Hackgut.
Aus diesen Gründen setzten sich in Schreinereien Hacker mit langsam drehenden Wellen durch, die mit weniger als 100 Umdrehungen in der Minute wesentlich leiser sind. Grundsätzlich kann man zwischen Hackern mit einer Welle und solchen mit mehreren Wellen unterscheiden. Letztere eignen sich insbesondere für sperrige oder lange Reststoffe. Die Maschine zieht aufgrund der Wellenanordnung die im Ein-füllschacht befindlichen Stücke selber ins Schneidwerk ein. In Schreinereien kommen solche Anlagen aber eher selten zum Einsatz, da beim Schreiner meistens Reststoffe aus unterschiedlichen Materialien und Dimensionen anfallen.
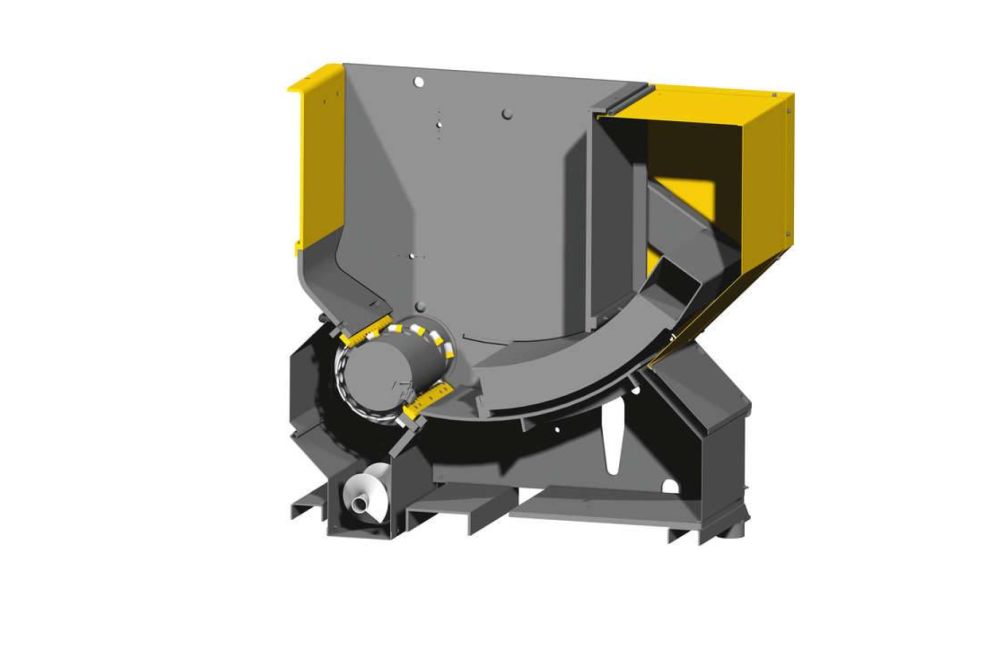
Deshalb setzt man auf Hacker mit einer Welle und einem hydraulischen Schieber. Dieser drückt das Material gegen den mit Schneiden bestückten Rotor und sorgt so für eine zuverlässige Zerkleinerung. Je nach Hersteller gibt es Modelle mit Horizontal- oder Schwenkschieber. Maschinen mit Schwenkschieber sind zwar etwas aufwendiger in der Konstruktion, haben aber den Vorteil, dass sie kompakter gebaut werden können.
Wer öfters dünne Werkstoffe wie beispielsweise Furnierreste zerkleinern will, sollte dies bei der Wahl des Hackers ebenfalls miteinfliessen lassen. Meistens sind die Schieber mit Führungen und Abstreifern aus Kunststoff ausgestattet. Dünne Materialien können dort dennoch dazwischen geraten, was zu mehr Verschleiss und Wartungsaufwand führt. Für solche Fälle bieten manche Hersteller auch Schieber mit geriffelten Flächen und Abstreifern an, wodurch weniger Material dazwischen gerät.
Die Schieber sind bei allen Herstellern lastabhängig gesteuert. Das heisst, wenn der Widerstand beim Hacken zu gross wird und die Drehzahl des Rotors abfällt, reduziert die Steuerung den Schieberdruck.
Die Rotoren sind mit einzelnen Wendemessern bestückt. Die Anordnung entspricht dabei einem ziehenden Schnitt, was den Widerstand und somit den Verschleiss senkt und die Effizienz erhöht.
Unterschiede gibt es insbesondere bei der Gestaltung der Schneiden: Viereckig, rund, geriffelt oder ebenfalls mit einem ziehenden Schnitt, hier hat jeder Hersteller seine eigene Form entwickelt. Welche davon besser schneidet und längere Standzeiten aufweist, lässt sich nur schwer abschätzen und hängt stark vom Hackgut ab. Manche Schneiden lassen sich aber auch nachschärfen. Hier lohnt sich eine Absprache mit dem Schärfservice, ob dies möglich ist und ob es sich überhaupt lohnt.
Beachtung verdient ausserdem die Befestigung der Messer auf dem Rotor. Dass das Wenden und Wechseln der Messer möglichst einfach von der Hand gehen sollte, versteht sich von selbst. Es gibt aber Baureihen, bei denen sind die Messer direkt auf den Rotor geschraubt oder sie werden auf am Rotor angeschweisste Messerhalter montiert. Gelangt ein massiver Fremdkörper in den Hacker, welcher die Befestigung beschädigt, dann ist eine Reparatur mit mehr Aufwand verbunden. Dafür lassen sich solche Rotoren günstiger herstellen, was insbesondere bei kleinen Maschinen ein Thema ist. Als Alternative gibt es zum Beispiel von Weima oder Reinbold auch demontierbare Messerbefestigungen, die sich im Falle einer Beschädigung ebenfalls austauschen lassen.
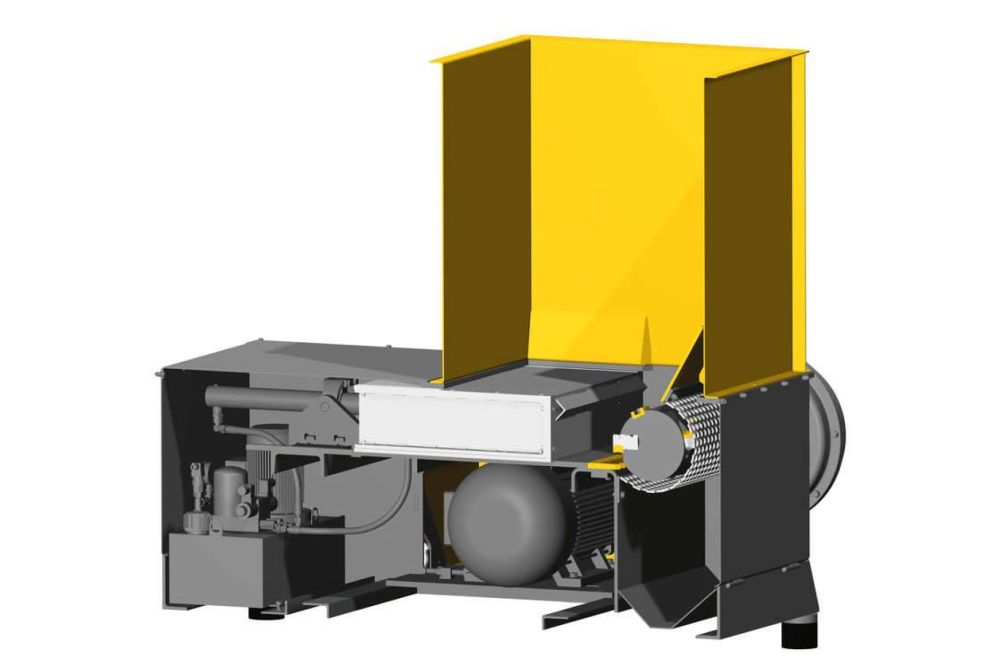
Beim Antrieb setzen mittlerweile die meisten Hersteller auf einen Elektromotor, der über Riemen mit einem Getriebe verbunden ist, das dann den Rotor antreibt. Der Vorteil dieser Bauweise ist, dass Getriebe und Motor voneinander entkoppelt und gedämpft gelagert sind. Schläge und Belastungen lassen sich so besser auffangen.
Zusätzlich werden bei grösseren Anlagen auch hydrodynamische Anlaufkupplungen eingesetzt. Diese reduzieren die Belastungen, die beim Start des Hackers mit voll gefülltem Trichter entstehen.
Eine andere Philosophie verfolgt Schuko bei seinen Modellen. In diesen treibt der Motor die Welle direkt über ein massives Getriebe an. Der Hersteller verspricht dabei mehr Leistung und somit eine bessere Effizienz beim Hacken.
Immer über ein Getriebe angetrieben werden übrigens die erwähnten Maschinen mit mehreren, untereinander verbundenen Wellen. In jedem Fall sollte der Hacker mit einer Fremdkörpererkennung ausgerüstet sein. Gelangt mal ein Hammer oder eine Zwinge in den Hacker und blockiert den Rotor, stellt die Maschine automatisch ab. Dies verhindert gröbere Folgeschäden.
Obwohl die Anlagen robust und für die anfallenden Belastungen gebaut sind, benötigen auch sie eine gelegentliche Wartung. Dazu gehört nebst dem Messerwechsel auch die Kontrolle der Gegenmesser, der Führungen und des Lochsiebs. Bewegliche Teile und Lager müssen geschmiert und der Getriebe- sowie Hydraulikölstand kontrolliert werden. Entsprechende Wartungspläne sind dafür vorhanden. Oder man lässt einen Servicetechniker einen Blick auf den Hacker werfen, wenn er ohnehin im Betrieb ist. Denn obwohl ein Hacker nicht direkt entscheidend für die Produktivität eines Betriebes ist, kann man so die Lebensdauer verlängern und kostspieligen Reparaturen vorbeugen.
Nebst der Auswahl der eigentlichen Maschine braucht es noch verschiedenste Abklärungen rundherum: Sollen aus den Hackschnitzeln Briketts gepresst werden, dann empfehlen die Anbieter eher auf ein Sieb mit 7–12-mm-Löchern zu setzen. Wandern die Schnitzel direkt in das Silo oder den Bunker, dann reicht eines mit 15–20-mm- Löchern aus.
Wie die Schnitzel zur Brikettierpresse oder ins Silo gelangen, hängt stark von den örtlichen Gegebenheiten und von der vorhandenen Infrastruktur ab. Förderschnecken und -bänder verursachen beim Transport der Schnitzel wesentlich weniger Lärm. Zudem können in einem Schnitzelbunker mehrere Abwurföffnungen eingebaut werden, damit sich die Schnitzel gleichmässig verteilen. Allerdings kann deren Installation mehr Aufwand verursachen und in beengten Verhältnissen eine Herausforderung darstellen.
Oft wird deshalb auf eine Absaugung gesetzt, zumal diese in den Betrieben in der Regel schon vorhanden ist. Für einen zuverlässigen Abtransport der Schnitzel muss die Absauganlage aber über ausreichend Leistungsreserven verfügen. Die Absauggeschwindigkeit sollte beim entsprechenden Rohrdurchmesser etwa 25 m/s oder mehr betragen. Aufgrund der stärkeren Belastung durch die Schnitzel empfiehlt sich beim Hacker der Einsatz von verstärkten Absaugrohren, insbesondere im Bereich von Bögen. Nicht zu unterschätzen ist ausserdem der Lärm, den die Schnitzel beim Passieren der Rohre verursachen.
In jedem Fall macht es Sinn, den Hacker möglichst nahe beim Silo oder bei der Brikettpresse zu platzieren, um den Transportweg kurz zu halten. Insbesondere wenn eine Absauglösung zum Einsatz kommt, wird so nicht die ganze Werkstatt durch die Schnitzel in den Rohrleitungen beschallt. Und beim Aufstellort ist darauf zu achten, dass der Hacker für Wartungsarbeiten rundum gut zugänglich ist.
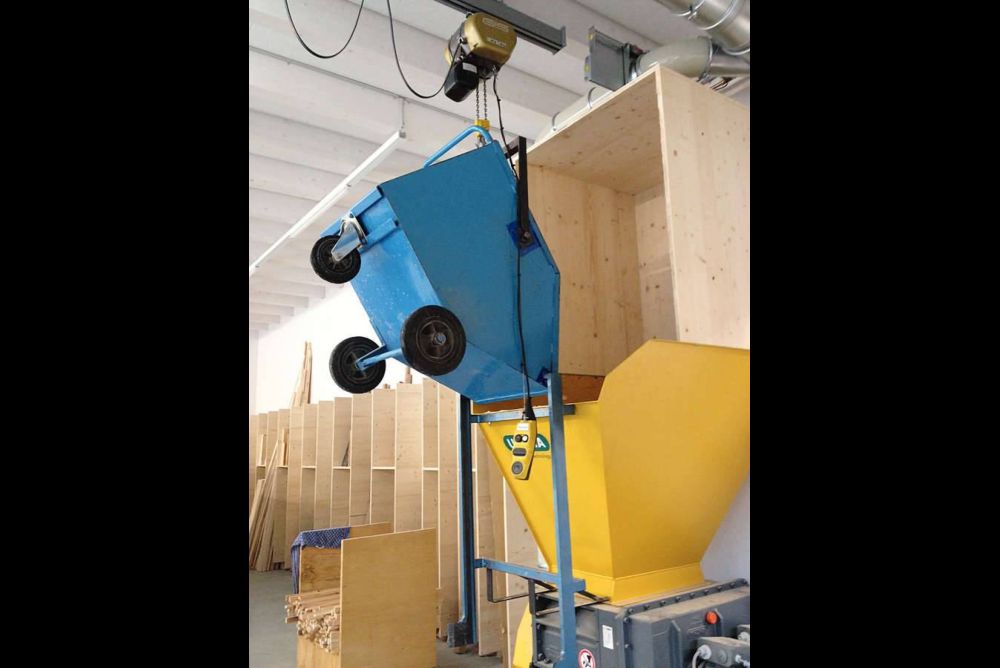
Darüber hinaus sollte man sich Gedanken darüber machen, wie die Maschine effizient befüllt werden soll. Statt das Material von Hand einzufüllen, gibt es verschiedene Transportwagen, die mit einem Stapler oder Kran über den Einfülltrichter gehoben und entleert werden können.
Eine Alternative stellt das Aufstellen des Hackers im Untergeschoss dar. So lässt sich die Anlage aus dem Geschoss darüber bequem befüllen. Die Hersteller und Händler bieten dafür entsprechend angepasste Trichteraufsätze und Verlängerungen an. Wichtig dabei ist das Einhalten der Sicherheitsvorgaben: Bodenöffnungen müssen allseitig mit einem stabilen, 1100 mm hohen Geländer abgesichert sein. Personen müssen Klappen und Abdeckungen solcher Öffnungen gefahrlos begehen oder wo nötig mit Fahrzeugen befahren können.
Als Alternative zum Geländer wäre auch ein Rost möglich, der ein Absturz in den Trichter verhindert. Die Abstände zwischen den Längsstäben dürfen nicht mehr als 80 mm betragen. Sind Längs- und Querstäbe vorhanden, dürfen die Öffnungen zwischen den Stäben höchstens 150 × 150 mm gross sein. Weitere Informationen dazu sind in der Suva-Checkliste «Bodenöffnungen» zu finden. Im Übrigen können Hacker auch an einer wettergeschützten Stelle im Aussenbereich aufgestellt werden. Die Hersteller rüsten die Anlagen dann mit beheizten Schaltschränken und speziellen Hydraulik- sowie Getriebeölen aus.
Gerade weil es sich beim Entsorgen von Restholz fast ausschliesslich um einen Kostenfaktor handelt, lohnt es sich, den Bereich genauer unter die Lupe zu nehmen. Mit dem passenden Hacker-System an der richtigen Stelle und der nötigen Wartung lassen sich die Betriebskosten und die Belastungen für die Mitarbeitenden reduzieren. Weitere Infos zum Thema gibt es auf schreinerzeitung.ch im Dossier «Restholzverwertung».
www.ineichen.ch
www.bruendler.ch
www.eigenmannag.ch
www.naef-ag.ch
www.schuko.de
www.schreinerzeitung.ch/dossiers
Veröffentlichung: 12. April 2018 / Ausgabe 15/2018








Investitionsplanung. Im Experteninterview mit der Schreinerzeitung zeigt Urs Scherer auf, wo der Schuh drückt, wenn es um das Thema Investitionsplanung in der Schreinerbranche geht. Neben der Wirtschaftlichkeit spielen die Vorbereitung und das Team eine zentrale Rolle.
mehr
Hubtische. Hubtische können sowohl die Effizienz als auch die Ergonomie am Arbeitsplatz verbessern. Eine elektrische Höhenverstellung macht die Bedienung besonders komfortabel. Kommt die nötige Energie dafür aus einem Akku, ist der Hubtisch zudem mobil einsetzbar.
mehr
PaidPost. Der Rohstoff Holz ist ein ungeschlagener Allrounder. Der Möbelmanufaktur Keller Züberwangen AG dient Holz sowohl als wertvoller und individuell einsetzbarer Baustoff als auch als Energiequelle zur Wärmeversorgung.
mehr