Hochstehende Leistung


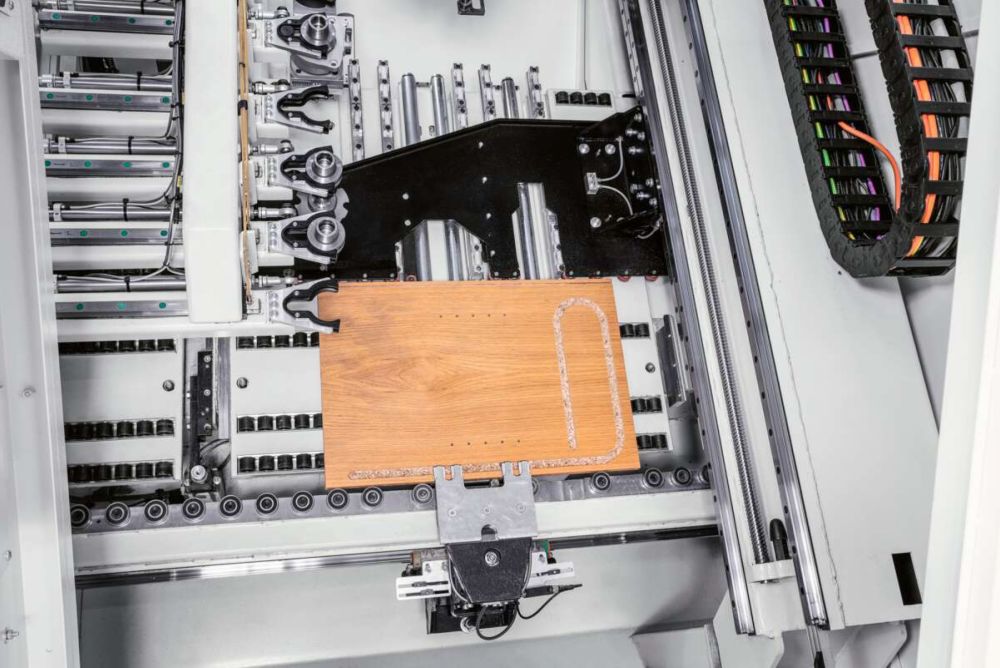
Wie der Name sagt, werden Werkstücke in einem vertikalen BAZ stehend bearbeitet. Die Fixierung geschieht mit Klemmen. Bild: Homag Schweiz AG
Wie der Name sagt, werden Werkstücke in einem vertikalen BAZ stehend bearbeitet. Die Fixierung geschieht mit Klemmen. Bild: Homag Schweiz AG
Baz. Vertikale Bearbeitungszentren sind weit verbreitet. Sei es als Ergänzung zu einer klassischen Maschine im Korpusbau oder als CNC-Gesamtlösung. Wer einen effizienten Weg sucht oder die eigenen Kapazitäten erweitern will, sollte diese Möglichkeit ins Auge fassen.
Der Anteil an vertikalen CNC-Bearbeitungszentren wächst nach wie vor, dies bestätigen die führenden Hersteller und Händler auf Nachfrage der Schreinerzeitung. «Oft benötigen die Betriebe mehr Kapazität. Mit einer vertikalen Anlage lassen sich einfache Bearbeitungen kostengünstig und rationell fertigen, ohne grosse Investition und mit wenig Schulungsaufwand», sagt zum Beispiel Marco Süsstrunk von der Homag Schweiz AG in Höri ZH. Für viele Schreiner sei das die richtige Lösung. Die Vorteile einer vertikalen gegenüber klassischen, horizontalen Anlagen sprechen aber den grösse- ren Schreinerbetrieb mit CNC-Erfahrung genauso an wie den Kleinbetrieb als CNC-Einsteiger:
Wenn ein Betrieb vorwiegend im Korpusbau tätig ist und die Platzverhältnisse eher eng sind, kann ein vertikales BAZ eine passende Lösung sein. Für die Fertigung von Türen und Spezialteilen eignet sich dagegen eher die klassische horizontale Lösung, was anhand der Nachteile der meisten vertikalen Maschinen ersichtlich wird:
Aus diesen Gründen sind die Anlagen in der Regel weniger geeignet für die Bearbeitung von Türen, Fenstern, Tischen und Treppen.
Auch wenn die Produktevielfalt im Bereich der vertikalen Anlagen eher übersichtlich ist, stellt sich trotzdem die Frage, welche Anlage nun zum eigenen Betrieb passt. Ist eine liegende CNC-Maschine in die Jahre gekommen, wird oft eine vertikale Anlage als Ergänzung angeschafft. Hier muss geprüft werden, ob dies wirklich die richtige Lösung ist. «Aus meiner Sicht gilt es abzuwägen, ob der Ersatz der alten, liegenden Maschine durch eine neue, leistungsfähige Anlage gleichen Bautyps nicht besser wäre, denn viele Betriebe benötigen die alte Anlage nach wie vor, um beispielsweise Türen oder Sonderteile zu fertigen», sagt Michael Gwerder von Biesse Schweiz. Wenn dann die alte Anlage ausfällt, muss diese trotzdem ersetzt werden, und die Kosten sind schlussendlich viel höher. «Das kostet Geld und Platz, welcher sinnvoller eingesetzt werden könnte.» Daher sollte genau geprüft werden, wie sich die eigene Produktepalette in den nächsten Jahren entwickeln wird, sprich welche Produkte der Betrieb in naher Zukunft fertigen wird. «Das Produkt des Kunden bestimmt immer die Art und Weise der Maschine und deren Ausstattung. Wir versuchen, dies im Zusammenhang mit einer umfassenden Beratung beim Kunden abzuholen, um die passende Lösung zu realisieren», sagt Marco Süsstrunk.
«Seit der Lieferung im Juli 2023 ist unsere neue Maschine permanent im Einsatz», sagt Beat Jäger, Inhaber der Schilling Holzdesign AG in Frick AG. Die Schreinerei mit 15 Mitarbeitenden hat vor Kurzem als Ergänzung zu einem liegenden Bearbeitungszentrum eine vertikale Maschine angeschafft. Dabei stand die Kapazitätserweiterung im Vordergrund. Heute werden Aufträge gefertigt, die vorher aufgrund des Engpasses im CNC-Bereich unmöglich gewesen wären. Dank der Investition kann die Firma neuerdings für andere Schreinereien Lohnarbeiten wie Zuschnitt, Kantenleimen und CNC-Bearbeitungen anbieten. «Da wir zu einem grossen Teil im Bereich Korpusbau tätig sind, ist das vertikale BAZ die ideale Lösung», erklärt Jäger. «Die bestehende horizontale CNC-Maschine wird heute vorwiegend für die Herstellung von Türen und Sonderteilen sowie zur Unterstützung der vertikalen Maschine genutzt.»
Um bei der Firma Schilling Holzdesign AG Platz für die neue Anlage zu schaffen, wurde die Kehlmaschine in den oberen Stock gezügelt. «Diese Maschine brauchen wir heute eher selten, daher fiel uns diese Entscheidung leicht», sagt Jäger. Durch die vergleichbaren Abmessungen und Arbeitsbereiche des vertikalen BAZ im Vergleich zur Kehlmaschine waren keine grossen Eingriffe beim Produktionslayout nötig, denn die neue Anlage befindet sich in unmittelbarer Nähe zur bestehenden horizontalen CNC und zum Plattenzuschnitt. «Die Anschlüsse wie Strom, Netzwerk, Druckluft und Absaugung waren rasch angepasst oder liessen sich einfach zuführen», sagt Jäger. Die neue Maschine konnte auf diese Weise optimal in den bestehenden Arbeitsablauf integriert werden. «Wird die vertikale Anlage als Ergänzung zu einer liegenden Maschine eingesetzt, wird beim Layout oft darauf geachtet, dass ein Maschinist beide CNC-Anlagen bedienen kann. So werden die Laufwege kurz und die Effizienz gross. Im Idealfall kann der Bediener beide Anlagen gleichzeitig bedienen und beschicken», sagt Michael Gwerder. Grundsätzlich muss sich das Betriebslayout nach dem gefertigten Produkt und den produzierten Mengen richten.
Als Idealziel wird oft ein Layout ohne Rückflüsse angestrebt. Dies ist bei Anpassungen und verwinkelten Grundrissen jedoch nicht immer möglich. «Wir beraten den Kunden für den optimalen Fertigungsablauf bei der Neuanschaffung und finden immer eine passende Lösung», sagt Marco Süsstrunk. «Am wichtigsten ist es, ein Layout zu schaffen, welches auf die Prozesse der Hauptprodukte ausgerichtet ist.» Wenn also vorwiegend Küchen, Schränke, Badmöbel gefertigt werden, dann muss die Herstellung primär auf die Produktion von Korpussen ausgelegt sein.
Wie bei einer horizontalen CNC sind im Bereich der Datenverarbeitung auch bei einer vertikalen Maschine sämtliche Möglichkeiten vorhanden. «Mit der Anschaffung haben wir einen weiteren Schritt Richtung Digitalisierung gemacht. Heute erfolgt die Programmierung im Büro, nicht mehr an der Maschine», sagt Beat Jäger. Nebst Zuschnitt- und Kanteninformationen auf jeder Teileetikette ist nun auch das Programm mittels Barcode vermerkt. Die Programmierung der Maschine erfolgt jetzt durch Einlesen des Codes mit dem Scanner direkt an der Maschine. «Dies steigert die Effizienz zusätzlich, da die Maschine nicht täglich durch das Programmieren blockiert wird und dauernd im Einsatz stehen kann. In Kombination mit den niedrigen Rüstzeiten haben wir im CNC-Bereich eine grosse Effizienzsteigerung erreicht; für uns ist es die ideale Lösung!», ist Jäger überzeugt.
Die eingangs des Artikels erwähnten Vor- und Nachteile vertikaler Bearbeitungszentren sind nur für den Moment gültig, denn die Entwicklung im Bereich der vertikalen Anlagen schreitet voran. Die namhaften Hersteller bie- ten heute Anlagen in allen Grössen, mit unterschiedlichsten Funktionen. Aktuell lassen sich grob drei Maschinentypen und entsprechende Einsatzgebiete unterscheiden:
Ein aktuelles Beispiel aus jeder der drei Kategorien befindet sich auf der folgenden Seite.
Das Modell «Biesse Brema Eko 2.1» gehört mit seiner kompakten Bauweise zur Kategorie 1. Ausgerüstet mit einem Bohrgetriebe, einem Sägeblatt für die Rückwandnut sowie einer Frässpindel mit acht Werkzeugplätzen bringt diese Anlage die wichtigsten Funktionen mit. Die Programme lassen sich mittels Barcodeleser laden, und die Maschine kann auf nur 5,5 m2 aufgestellt werden. Die Werkstücke werden ebenfalls mittels Spannzangen gehalten, was die Rüstzeiten wegfallen lässt.
Das vertikale Bearbeitungszentrum «Morbidelli cx110» gehört zur Kategorie 2 der Maschinen mit grösserem Funktionsumfang. Mit Bohrgetriebe, welches 13 Vertikal- und 6 Horizontalspindeln aufweist, und 1 Fräs-spindel mit 6 Werkzeugplätzen lassen sich die meisten Bohr- und Fräsarbeiten ausführen. Die Maschine lässt sich auf nur 8,5 m2 platzieren. Die Teile werden mit Klemmtechnik gehalten, was die Rüstzeit praktisch wegfallen lässt. «Zu erwähnen ist die Möglichkeit, Lamello-Clamex-Verbinder einzufräsen. Eine Anwendung, die für viele Schreiner heute wichtig ist», sagt Silvan Steinmann von Arthur Bründler in Ebikon LU. Bründler hat Maschinen von SCM-Morbidelli im Angebot.
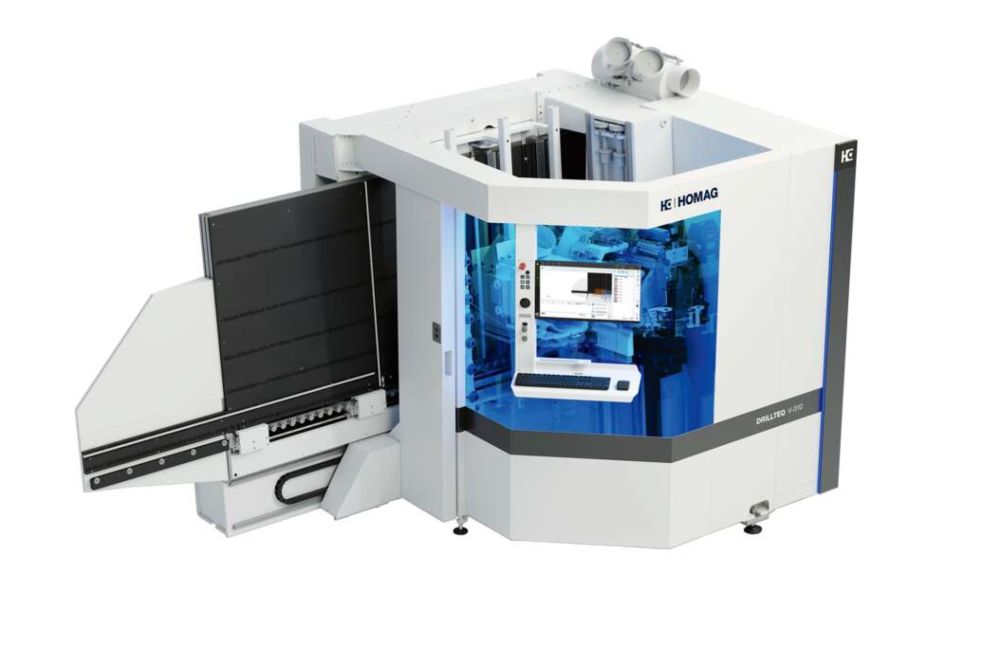
Das Modell «Drillteq V-310» von Homag lässt sich in Kategorie 3 einordnen und ist eher für die industrielle Fertigung geeignet. Diese Maschine weist dann auch praktisch keine Einschränkungen mehr auf im Vergleich zu einer horizontalen Anlage. «Mit der neuen ‹Drillteq V-310› gibt es ausser der automatischen Einstellung der Winkel bei den Aggregaten keine Einschränkungen mehr in der Bearbeitung. Allein die Grösse der Werkstücke mit maximal 3050 × 1250 × 80 mm kann eine Einschränkung bedeuten», sagt Marco Süsstrunk.
Die Anlage benötigt in der Basisausführung gerade einmal 11 m² Aufstellfläche und bietet eine Vielzahl an Bearbeitungsmöglichkeiten. Dazu gehören ein unteres und ein oberes Bohrgetriebe mit bis zu 45 Bohrspindeln, 2 Nutsägen, 1 Frässpindel sowie 1 Dübelaggregat.
Die Werkstücke werden mit Spannzangen ohne Vakuum gehalten. Neben der Bearbeitung von Türen ist es möglich, jede Art von Möbelverbinder einzufräsen. Zusätzlich kann auch hier ein Beschickungsroboter eingesetzt werden.
Veröffentlichung: 16. November 2023 / Ausgabe 46/2023





Akkuadapter. Die Vereinheitlichung von Akkusytemen ist ein wichtiges Thema für die Branche, da sind sich alle Fachleute einig. Inwieweit das schon möglich ist und ob dabei der Einsatz von Adaptern sinnvoll ist, zeigt eine Nachfrage bei mehreren Anbietern.
mehr
Sven Bürki macht den Test. Die Werkzeugpflege war ein wichtiger Bestandteil in den Trainings und Vorbereitungen von Fachredaktor Sven Bürki auf seinem Weg zu den World Skills 2017 in Abu Dhabi. So manche Stunde ging daher für die Reinigung und Pflege von Fräsern, Bohrern und Co. drauf. Ob ihm die Reinigung per Ultraschall damals hätte Zeit und Mühe sparen können, wollte der Möbelschreiner-Weltmeister in diesem Praxistest herausfinden.
mehr
PaidPost. Die neue «Stream B MDS 2.0» von Biesse ermöglicht mit ihrer neuen Kantenanleimtechnologie flexible Losgrösse-1 Produktion und maximaler Leistungsfähigkeit mit bis zu 1'200 Platten pro Schicht.
mehr