Voll schräg und doch ganz sauber


Bei der Bohrstation von Mafell werden die langen Bohrer über gelagerte Rollen geführt und verlaufen auch beim schrägen Bohren nicht. Bild: Mafell
Bei der Bohrstation von Mafell werden die langen Bohrer über gelagerte Rollen geführt und verlaufen auch beim schrägen Bohren nicht. Bild: Mafell
Bohrer. Schräge Bohrungen und solche auf schrägen Kanten vermeidet man in der Regel. Wenn es dann doch einmal sein muss, gibt es inzwischen durchaus Lösungen für eine saubere Schrägbohrung. Eine Variante ist der geeignete Bohrer, den es schon seit Jahrzehnten gibt.
Es ist zugegeben eher selten, aber manchmal kommt es vor: Bei der Montage auf der Baustelle muss dann doch ein schräges Loch gebohrt werden. Und je grösser der Lochdurchmesser, desto schwieriger ist das Vorhaben zu bewerkstelligen. Vor allem, wenn die Bohrung sauber sitzen soll.
Treppenbauer kennen das Prozedere beim Bohren von Staketen nur zu gut. Muss das vor Ort geschehen, können sie in der Regel auf eine Vorrichtung, das Treppenbohrgerät, zum Aufspannen zurückgreifen. In Verbindung mit einem Staketenbohrer ist das machbar. Mit einer guten Bohrervariante sogar mit hervorragenden Ergebnissen. Geht es nicht um eine Staketenbohrung, sondern um das schräge Loch an anderer Stelle, wie etwa Installationsdurchführungen in der Fläche, wird die Sache komplizierter. Treppenbohrgeräte lassen sich für solche Zwecke oft nicht anschlagen. Eine Schablone mit Führungshülsen muss in der Werkstatt vorbereitet werden, was bei einmaligem Gebrauch sicher auch keine gute Lösung ist. Meistens trifft einen die Notwendigkeit des Schrägbohrens doch eher überraschend.
Eine ideale Hilfe wäre ein einfacher und leichter Bohrständer, der sich in der Neigung verstellen lässt. Hier gibt es jedoch bislang ganz überwiegend nur solche Modelle, die den Ansprüchen eines Profis an Präzision und Handhabung kaum entsprechen. Der Elektrowerkzeughersteller Mafell hat sich dem Thema angenommen und eine Bohrstation entwickelt, die Bohrarbeiten vor Ort leichter, präziser und effizienter machen soll. «Basis ist eine Profilsäule aus Aluminiumguss», so das Unternehmen. «Die Bohrmaschine wird direkt am Adapter der Säule eingespannt und über ein hochfestes Seil in einer Schiene geführt. Die Zugkraft des Seils kann individuell auf die Bohrerlänge eingestellt werden. Nach dem Bohren fährt die Maschine automatisch zurück.» Der lange Bohrer, für den die Maschine konzipiert ist, wird von sechs vertikal gelagerten Rollen geführt, was ein Verlaufen verhindern soll. Zielgruppe ist damit vor allem der Holzbau mit entsprechend langen Werkzeugen wie etwa Schlangenbohrern. Der Vorteil dabei: Die beiden schwenkbaren Modelle können beidseitig über eine Skala von 0º bis 45º ausgerichtet werden. Drehpunkt bildet bei dieser besonderen Konstruktion des Bohrständers die Bohrerspitze, was dazu führt, dass auch nach Riss exakt angesetzt werden kann. Schlangenbohrer sind gut für ein tiefes Loch ohne grossen Kraftaufwand, aber die Qualität der Bohrung ist bei Weitem nicht vergleichbar mit der eines mehrschneidigen Werkzeugs.
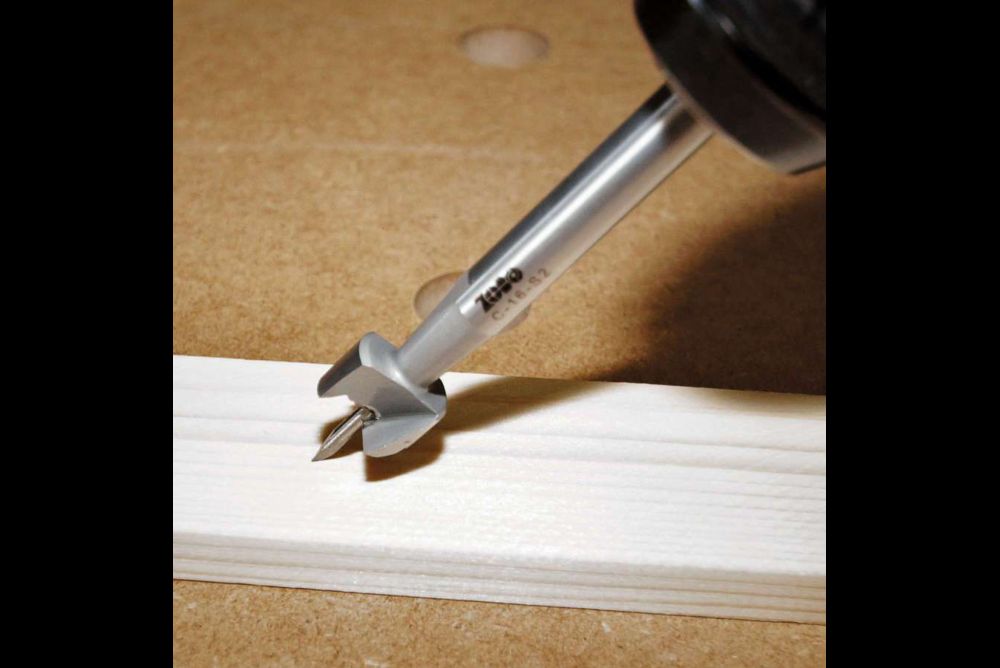
Schreinern und Holzbauern steht schon seit langer Zeit ein Bohrersystem zur Verfügung, mit dem sich selbst bei Freihandarbeit schräge Löcher sauber bohren lassen. Seit 1965 produziert die TTS Zobo AG in Brienz BE Bohrer mit eingesteckter, deutlich verlängerter Zentrierspitze. «Wer präzise schräge Bohrungen ausführen muss, braucht die verlängerte Zentrierspitze, sonst ist schräg schwierig», weiss Rolf Iten, Geschäftsführer der TTS Zobo AG. Dank der Spitze lässt sich der Bohrer sicher ansetzen, gleichzeitig verhindert die Spitze ein Verlaufen beim Eintritt in das Material. Und das System ist bis heute nahezu einzigartig. Je nach Einsatzzweck und -ort steht dem Anwender eine Fülle von Komponenten zur Verfügung.
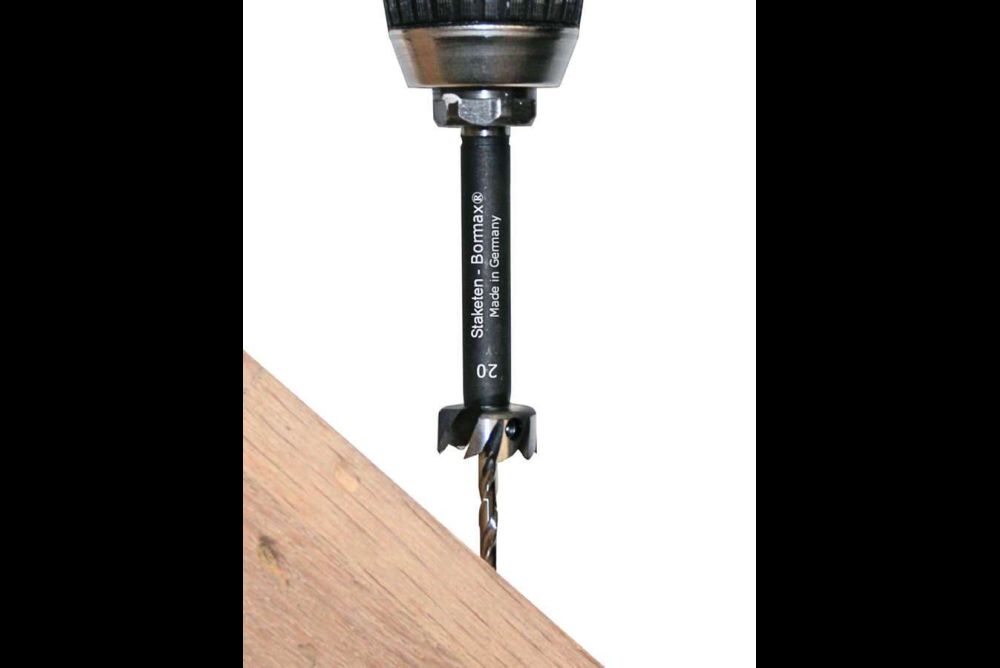
Bei geraden Durchgangsbohrungen dagegen, die von zwei Seiten geführt werden, um saubere Lochränder zu erhalten, wird die Spitze durch einen Zentrierbohrer ersetzt. Dieser erzeugt das sogenannte Pilotloch im Zentrum, durch das von der anderen Seite des Werkstückes genau angesetzt werden kann. Daneben sind für alle Durchmesserstufen und Aufnahmeformen mit entsprechenden Schaftformen auch Tiefenbegrenzer und Verlängerungen erhältlich. Je nach Anwendung gibt es die Bohrer in Chromstahl oder Hartmetallausführung in Millimeterschritten beim Durchmesser. «Aber auch Sondermasse sind machbar», so Iten. Alle Bohrer gibt es sowohl für den Freihandbetrieb in Handmaschinen als auch für den stationären Einsatz auf Langloch- und Dübelbeschlagbohrmaschinen. «Für den stationären Einsatz bieten wir eine geschliffene Verlängerung an. Diese hat eine Rundlaufgenauigkeit von zwei Hundertstelmillimetern. Bei den handgeführten Maschinen ist der Rundlauf mit einer Verlängerung jedoch nur noch auf zwei Zehntelmillimeter genau», erklärt Iten.
Andererseits sind die Zobo-Bohrer nicht speziell für tiefe Löcher geeignet, schon weil der Spänetransport nicht im Fokus steht. Dies gilt für alle Spielarten von Astloch- oder Topfbohrern. Es kommt immer darauf an, wo und wie gebohrt werden soll.
Neben dem gelegentlichen Freihandbohren und dem «halbstationären» Bohren wie mit einem Treppenbohrgerät stellt auch das schräge Bohren mit stationären Maschinen eine Herausforderung dar. Der Klassiker hierbei ist der Winkeldübel als Verleimhilfe bei Gehrungskanten. Mit Standardzylinderbohrern samt Zentrierspitze je nach Material ein hoffnungsloses Unterfangen, wenn der Bohrer auf die Gehrungskante trifft. Vor allem dann, wenn ins Hirnholz von harten Holzarten gebohrt werden soll. Werden Bohrungen überwiegend stirnseitig in Massivholz ausgeführt, sollte man die Schneidengeometrie der Bohrer etwas modifizieren.
Standardmässig sind die Zobo-Bohrer so geschliffen, dass die aussen liegenden Vorschneiden einen Viertelmillimeter über den Hauptschneiden stehen. Diese Schneidengeometrie ist dann sinnvoll, wenn quer zum Faserverlauf und auch in andere Werkstoffe gebohrt wird, denn der Bohrverlauf ist dadurch ruhiger und die Fasern werden sauber abgetrennt, was zu sauberen Lochrändern führt. Beim Bohren in Hirnholz dagegen sollten Vor- und Hauptschneiden auf demselben Niveau stehen. So lässt sich das Brennen an den Vorschneidern vermeiden, zudem braucht es weniger Vorschubkraft. Trotz der schrägen Kante bohrt das Werkzeug so im Prinzip gleichmässig in das harte Material.
www.tts-zobo.chwww.zobo-bohrer.chwww.immerag.chwww.colt-tools.comwww.mafell.com
Veröffentlichung: 09. November 2017 / Ausgabe 45/2017





Akkuadapter. Die Vereinheitlichung von Akkusytemen ist ein wichtiges Thema für die Branche, da sind sich alle Fachleute einig. Inwieweit das schon möglich ist und ob dabei der Einsatz von Adaptern sinnvoll ist, zeigt eine Nachfrage bei mehreren Anbietern.
mehr
Sven Bürki macht den Test. Die Werkzeugpflege war ein wichtiger Bestandteil in den Trainings und Vorbereitungen von Fachredaktor Sven Bürki auf seinem Weg zu den World Skills 2017 in Abu Dhabi. So manche Stunde ging daher für die Reinigung und Pflege von Fräsern, Bohrern und Co. drauf. Ob ihm die Reinigung per Ultraschall damals hätte Zeit und Mühe sparen können, wollte der Möbelschreiner-Weltmeister in diesem Praxistest herausfinden.
mehr
PaidPost. Die neue «Stream B MDS 2.0» von Biesse ermöglicht mit ihrer neuen Kantenanleimtechnologie flexible Losgrösse-1 Produktion und maximaler Leistungsfähigkeit mit bis zu 1'200 Platten pro Schicht.
mehr