Wenn Frontteile falsch formatiert sind


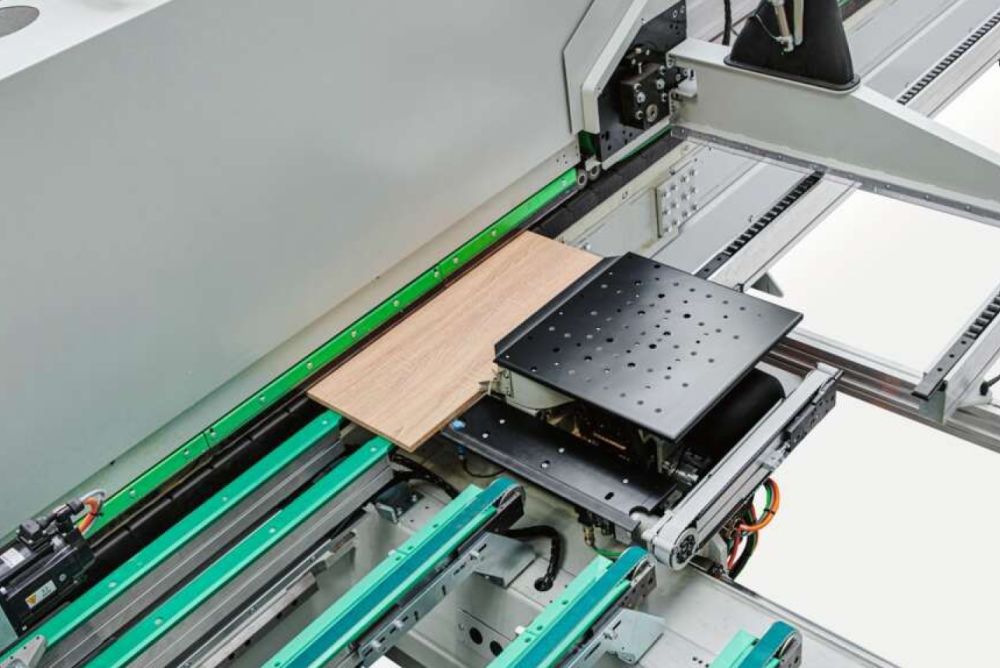
Kantenanleimanlage mit Teilerückführung in einer Möbelproduktion. Bild: Andreas Brinkmann
Kantenanleimanlage mit Teilerückführung in einer Möbelproduktion. Bild: Andreas Brinkmann
Bekantung. Bei der Plattenverarbeitung im Schreinerbereich gehören Kantenanleimmaschinen zu den wichtigsten Anlagen. Werden Werkstücke nicht perfekt zugeführt, kommt es zu Fehlern, die kaum korrigierbar sind. Die Maschinenhersteller bieten jedoch Zuführhilfen an.
Beim vertikalen Plattenzuschnitt ändert das Sägeaggregat die Schnittrichtung um 90°, wodurch die Rechtwinkligkeit der Werkstücke sichergestellt ist. Bei horizontalen Zuschnittzentren schneidet man erst Plattenstreifen, welche an ein langes, massives Ausrichtlineal geschoben und dann erneut von den Greifzangen der Anlage erfasst werden. Dieses Lineal lässt sich über Gewinde auf die nötigen 90° zum Maschinenschnitt ausrichten. Grobes Anschlagen schwerer Platten kann aber dazu führen, dass sich diese Einstellung verändert.
Im Möbelbau ist Plattenverarbeitung heute ohne Kantenanleimmaschine nicht mehr denkbar. Die langen Fertigungsanlagen mit den vielen Aggregaten nacheinander formatieren und bekanten Platten im Durchlauf derart präzise, dass danach keine Nachbearbeitung mehr nötig sein sollte. Aus Platz- und Kostengründen kommen hauptsächlich einseitige Anlagen zum Einsatz, bei denen beispielsweise Möbeltüren für die volle Bekantung viermal den Prozess durchlaufen. Bei sauberem Anschluss ans Anschlagslineal werden dabei die Schnittkanten parallel gefräst und bekantet.
Die Fertigung von Nullfugenkanten – also Kanten ohne sichtbare Fugen, die perfekt gerundet sowie poliert sind – setzt voraus, dass ein spielfreier, gerader Transport die Plattenkanten parallel an allen Aggregaten vorbeiführt. Das geschieht mit einer Transportkette, auf der die Platten aufliegen, und einem synchron laufenden Oberdruck. Zwischen beidem fixiert, behalten die Werkstücke über die ganze Maschinenstrecke unverrückbar ihre Position. Ausladende Platten lassen sich zudem durch eine ausziehbare Werkstückauflage stützen.Die zu bekantenden Platten werden beim Zuführen an eine weniger als ein Meter lange Schiene gedrückt und damit in der Flucht der Maschine ausgerichtet. Der Fügefräser, als erstes Aggregat, sorgt für eine ausrissfreie Kante in Laufrichtung der Anlage und formatiert durch seine Frästiefe die Platte. Besonders beim Anschlagen von Querkanten langer Elemente kann es passieren, dass diese nicht ganz sauber anliegen und die Kanten in der Folge schräg gefräst und bekantet werden. Liegen aber lange Kanten nicht ganz sauber an dem Lineal an, werden solche Elemente leicht konisch. Die jeweilige Kante hat dann eventuell nicht mehr genug Anpressdruck erhalten und löst sich zum Plattenende hin ab. Fräst man eine solche Kante dann ab und bekantet sie neu, wird dabei die Schräge kopiert und dieses Plattenelement in der Regel zu schmal – es muss nachgerüstet werden, was unnütz Zeit und Geld kostet.
Die Problematik des unsauberen Zuführens ist bei den Maschinenherstellern bekannt. Beispielsweise Holz-Her in Inwil LU benennt vier grundsätzliche Zuführhilfen:
Die Schmalteilzuführung der Firma reduziert zudem noch die Vorschubgeschwindigkeit auf 12 m/min. Bei Homag in Höri ZH gibt es für den händischen Betrieb einen rechtwinklig verlaufenden Schiebeanschlag als Zuführhilfe. Damit auch lange Kanten sicher und sauber ans Lineal herangezogen werden, bietet die Firma eine Einzugsvorrichtung in Rollenausführung an, die bei Bedarf nach unten geklappt wird.
Wenn die Schmalseiten der Werkstücke an einem Anschlag rechtwinklig der Anlage zugeführt werden, lassen sich sogar allfällig vorhandene Schrägschnitte ausgleichen. Biesse in Ermensee LU bietet auch für kleine und mittlere Anlagen einen gesteuerten Winkeleinzug. Dieser elektropneumatische Anschlag ist oberhalb der Anlage montiert. Der Maschinist drückt das Werkstück gegen den Anschlag, und dieser führt das Teil bis unter den Transportriemen des Oberdrucks. Sobald dieser übernimmt, schwenkt der Anschlag hoch und kommt zum Maschinisten zurück. Die Firma hat mit ihrem Measuring Dimensioning System (MDS) auch eine Möglichkeit der genauen Endformatierung nach vorgegebenen Plattenmassen im Angebot. Dabei werden die Platten links mit dem Standard-Fügeaggregat und rechts mit einem äusseren, automatisch verfahrbaren Fügeaggregat auf Mass und parallel gefräst. Auch da sorgt jeweils ein Winkelanschlag dafür, dass zudem die Rechwinkligkeit garantiert ist. Bei Homag beziffert man den Kostenrahmen für Zuführanlagen ab 5000 bis zu mehreren 100 000 Franken.
Je mehr Automation bei einer Produktionsanlage im Spiel ist, desto mehr Daten müssen für jedes Werkstück hinterlegt sein. Es braucht somit auch Systeme, die diese Daten einfach generieren und solche, die diese dann unmittelbar ablesen können.Die Fust AG, FPP-Fertigungspartner in Wil SG, arbeitet schon längere Zeit mit einer voll- automatischen Kantenanleimanlage von IMA Schelling in Deutschland. Sobald der Maschinist das Werkstück auf dem Luftkissentisch in Position gebracht hat, läuft dieses über einen Schrägrollentisch in Richtung Anschlaglineal, und ein Scanner holt über den aufgeklebten QR-Code automatisch sämtliche bearbeitungsrelevante Daten vom Firmenserver – das sind über zwei A4-Seiten Kleingedrucktes. Ein von unten aufklappendes Einschubsystem führt, mit jeweils zwei möglichst weit auseinanderliegenden Nocken, die Platte bis ins Transportsystem des Kantenanleimers. Das garantiert auch dann Rechtwinkligkeit, wenn der Zuschnitt ungenau war.Eine Gegendruckeinrichtung – mit seitlich laufenden Andruckrollen – drückt die Platte in Richtung Maschinenlineal und sorgt für die exakte Masseinhaltung des Produktes sowie für dessen Parallelität. Die Durchlaufgeschwindigkeit beträgt konstant 25 m/min. Die erreichte Genauigkeit ist so gross, dass laut Firmenangaben Korpusmöbel bündig, ohne Sicherheitstoleranzen gefertigt werden können. Andreas Brinkmann
Veröffentlichung: 27. April 2023 / Ausgabe 17/2023









Akkuadapter. Die Vereinheitlichung von Akkusytemen ist ein wichtiges Thema für die Branche, da sind sich alle Fachleute einig. Inwieweit das schon möglich ist und ob dabei der Einsatz von Adaptern sinnvoll ist, zeigt eine Nachfrage bei mehreren Anbietern.
mehr
Sven Bürki macht den Test. Die Werkzeugpflege war ein wichtiger Bestandteil in den Trainings und Vorbereitungen von Fachredaktor Sven Bürki auf seinem Weg zu den World Skills 2017 in Abu Dhabi. So manche Stunde ging daher für die Reinigung und Pflege von Fräsern, Bohrern und Co. drauf. Ob ihm die Reinigung per Ultraschall damals hätte Zeit und Mühe sparen können, wollte der Möbelschreiner-Weltmeister in diesem Praxistest herausfinden.
mehr
PaidPost. Die neue «Stream B MDS 2.0» von Biesse ermöglicht mit ihrer neuen Kantenanleimtechnologie flexible Losgrösse-1 Produktion und maximaler Leistungsfähigkeit mit bis zu 1'200 Platten pro Schicht.
mehr