Biegungen mit klarem Durchblick


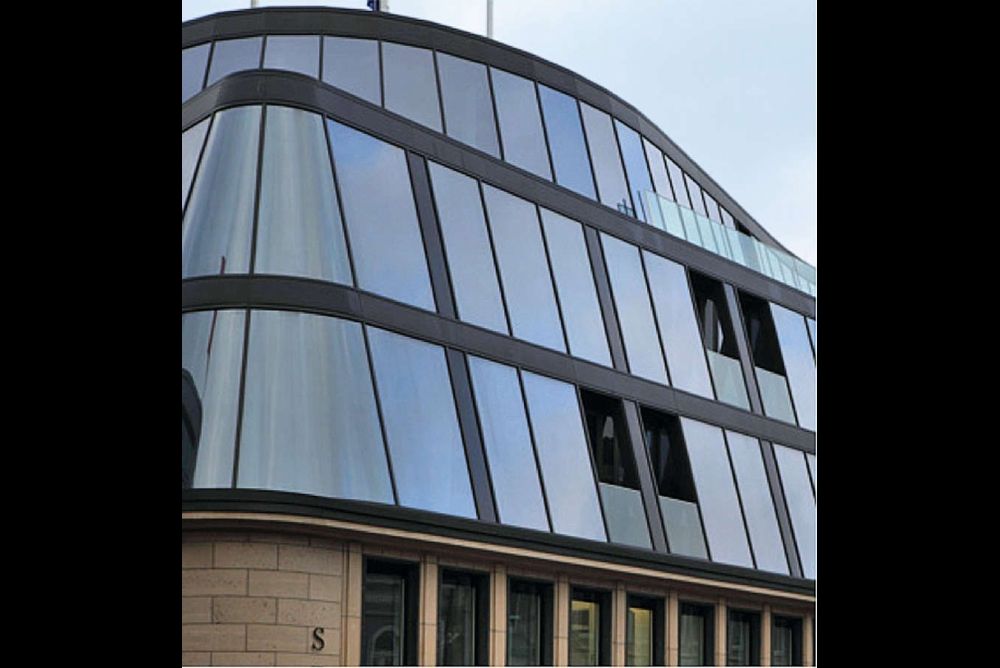
Gebogene Formen sparen einerseits Raum und wirken dennoch viel grosszügiger innerhalb gerader Wände. Bild: Flintermann Glasveredelungs GmbH
Gebogene Formen sparen einerseits Raum und wirken dennoch viel grosszügiger innerhalb gerader Wände. Bild: Flintermann Glasveredelungs GmbH
Glasbiegen. Gerade dort, wo es viele streng kubische Formen gibt, ist der Wunsch nach runden Flächen sehr gross. Auch Glas lässt sich biegen und verhilft so Fassaden, Innenausbauten und Möbeln zu einer besonderen, transparenten Eleganz, wenn der Planer seine Möglichkeiten nutzt.
Die Faszination von durchsichtigem Glas als eine Scheibe, mit der Fenster hergestellt werden können, ist schon viele hundert Jahre alt. Die ersten wirklichen Glasscheiben mit weitgehend klarer Durchsicht entstanden, indem ein möglichst langes, zylinderförmiges Gebilde wie eine Flasche geblasen wurde. Diesem Teil wurden noch im heissen Zustand die beiden Enden abgeschnitten und die verbleibende Röhre der Länge nach aufgetrennt. Das heisse Material liess sich dann so weit aufbiegen, bis eine mehr oder weniger ebene Glasscheibe entstand. Deren Grösse richtete sich allerdings nach der Maximalgrösse des Glaszylinders. Echtes, mundgeblasenes Antikglas hat deshalb ein Format von 600 × 800 mm.
In der heutigen Zeit sind riesige, absolut ebene und perfekt durchsichtige Glasscheiben eine Selbstverständlichkeit. Eine Kunst ist es aber, diese zu biegen. Wie bei jedem Handwerk braucht es dazu Wissen, Fingerspitzengefühl, Können und die richtige Ausrüstung. Roger Quendoz verfügt in seiner Firma Quendoz Glas AG in Schlieren ZH über einen Biegeofen, der Glasformate für den Innenausbau aufnehmen kann und für die Bearbeitung von Floatglas geeignet ist. Im Gegensatz zu Auto-Frontscheiben, die in speziellen Fertigungsanlagen in Formen gepresst werden, arbeitet sein Biegeofen mit der Schwerkraft.
Auch das Schwerkraftbiegen benötigt Formen, in die sich die aufgeheizte und somit weich gewordene Glasscheibe legen kann. Diese Formen werden im Biegeofen aufgebaut. Sie haben stehende Wände aus Stahlblech, sogenannte Schwerter, welche miteinander durch Streben verbunden sind und deren obere Kante die gewünschte Kontur aufweist. Auf die Konturkante werden so viele Vierkantrohre aus Stahl gelegt, bis eine geschlossene Fläche in der gewünschten Wölbung entsteht. Ein spezielles Flies darauf sorgt für perfekte Übergänge und das spurenlose Gleiten der Scheibe.
Das fertig formatierte und bearbeitete Glas wird nun auf die Form gelegt, und der Aufheizvorgang kann beginnen. Das kontrollierte Aufheizen geht bis zur Erweichungstemperatur von 450 °C bis 650 °C. Durch ihr Eigengewicht sinkt dann die Scheibe in die Form und wird in der Folge wieder kontrolliert abgekühlt.
Alternativ zu einer Stahlform kann bei geringen Biegungen auch ein Sandbett verwendet werden. Das hitzebeständige keramische Pulver wird dazu in einen flachen Kasten im Biegeofen gefüllt. Mit einer Abziehlatte, welche die gewünschte Kontur hat, lässt sich der Sand in die gewünschte Form bringen. Das Auflegen und Biegen ist dann wieder gleich wie vorher beschrieben. Bei der Quendoz Glas AG werden meistens 6 mm dicke Floatgläser gebogen, da sie sich für die häufigsten Anwendungen im Innenausbau eignen. Möglich sind aber auch dünnere oder dickere Scheiben. Bei 10 mm Dicke braucht es dann eine längere Aufwärm- und Abkühlzeit. Auch sonst rechnet Roger Quendoz mit einer kompletten Ablaufzeit von einem Tag für einen Durchgang.
Beim Biegen kann es, wie mit vielen anderen Materialien, zu kleinen Abweichungen in einem Toleranzbereich kommen, weshalb zugehörige Holzarbeiten besser erst gefertigt werden, wenn das Glas im Haus ist. Der Ofen bestimmt den Arbeitstakt und somit die Lieferzeit, die Produktionsmenge sowie den daraus resultierenden Aufwand. Schneller, günstiger und mehr Teile zu fertigen, ist daher kaum möglich.
Die Herstellung der Schwerter und des Formkastens sowie die Belegung des Ofens sind Dinge, die für die Auftragsabwicklung berücksichtigt werden müssen. Vierzehn Tage sollten laut Roger Quendoz dafür eingeplant werden.
Die am Artikelanfang beschriebenen riesigen Glasscheiben können in der Schweiz nicht gebogen werden. Die deutsche Flintermann GmbH aber bearbeitet beispielsweise Floatglas bis zu einer Grösse von 3210 × 6000 mm bei einer Dicke von 3 bis 25 mm. Der Glasveredler ist auch im Besitz verschiedener Zertifizierungen für diverse seiner gebogenen Produkte.
In ähnlich grossen Formaten wird auch bei der Saint-Gobain Glassolutions Objekt-Center GmbH in Deutschland gebogen. Die effektiven Grenzmasse für ein Produkt müssen aber immer fertigungstechnisch überprüft werden. Auch weist die Firma darauf hin, das gebogenes Glas kein geregeltes Bauprodukt ist. Dies bedeutet, dass zwar entsprechend der jeweiligen Produktenorm für Flachglas produziert wird und diese in vielem auch angewandt werden kann, aber kein Rechtsanspruch auf Erfüllung dieser Norm besteht. Unter Umständen muss eine Zustimmung im Einzelfall eingeholt werden. Auf jeden Fall sollte der Kunde darauf hingewiesen werden.
Vier Formen und Konturen lassen sich mit Schwerkraft biegen:
Bei der Zylindrischen Biegung ist das Glas Teil einer Zylindermantelfläche. Die ganze Glasscheibe wird dabei in einem durch- gehenden Radius gebogen. Der mögliche Biegewinkel ist dabei vom jeweiligen Glas abhängig. Auch der Handlauf einer Spindeltreppe ist zylindrisch gebogen, nur ergibt die rhomboide Glasgrundform die richtige Steigung.
Die Zylindrische Biegung mit geraden Verlängerungen hat die Schwierigkeit im tangentialen Übergang vom Bogen zum ebenen Teil. Diesen ohne jegliche Spuren hinzubekommen, ist speziell schwierig.
Bei der Konischen Biegung sind Glastypen und -dicken in Abstimmung mit dem Kunden fertigungstechnisch zu prüfen. Der maximale Biegewinkel sollte aber 45° nicht überschreiten.
Mit der Sphärischen Biegung werden beispielsweise Segmente für eine runde Glaskuppel gefertigt. Dabei sollte der Biegewinkel 30° nicht überschreiten.
Jede Biegung beeinflusst die Durchsicht, den Farbeindruck und das Reflexionsverhalten des Glases. Bei optisch heiklen Situationen empfiehlt sich die Herstellung eines entsprechenden Musters.
Auch vollvorgespanntes Einscheibensicherheitsglas (ESG) und teilvorgespanntes Glas (TVG) lassen sich biegen, allerdings nur zylindrisch. Der Biegevorgang unterscheidet sich deutlich, da es einen ganz anderen Biegeofen braucht. Es empfiehlt sich auch, jeweils einen Testlauf durchzuführen, um die Einstellungen zu optimieren.
Der gewünschte Radius lässt sich am Ofen einstellen; die flach liegende Scheibe fährt in die Heizzone ein und wird unter laufenden Rollenbewegungen auf 550 °C bis 680 °C aufgeheizt. Anschliessend fährt sie in die Biege- und Abkühlzone. Dort nehmen Transportrollen im Ofen den Radius an, und die Scheibe sackt synchron durch ihr Eigengewicht entsprechend nach. Der anschlies-sende schnelle Abkühlprozess schreckt die Scheibe ab und erzeugt die Vorspannung. Da die langen Aufwärm- und Abkühlzeiten bei diesem Vorgehen drastisch reduziert werden, sind gebogene vorgespannte Gläser deutlich günstiger als solche aus Floatglas. Bedingt durch die Bewegung auf den Transportrollen kann die optische Qualität dafür auch etwas schlechter sein.
Technisch ist man heute so weit, dass Zwei- und Dreifachisoliergläser mit konstantem Glasabstand und somit definierbarem Isolationswert hergestellt werden können. Das Gleiche gilt auch für Verbundsicherheitsgläser, und zwar mit Floatglas, ESG und TVG. Nicht möglich ist hingegen ein absolut bündiger Randabschluss des fertigen Elementes.
Beide Firmen geben auch an, dass auf dem späteren Innenbogen beschichtete Gläser für den Wärme- oder Sonnenschutz und sogar beidseitig chrombeschichtetes Spiegelglas (Spionspiegel) gebogen werden kann. Unter «beschichtet» läuft auch der Digital- oder Siebdruck oder mattiertes Glas.
Selbst sandgestrahlte Scheiben oder Drahtglas, Gussglas und Antikglas sind biegbar. Gerade Letzteres verleitet dann aber doch zum Schmunzeln. Je früher die Glasfirma in den Planungsprozess miteinbezogen wird, desto vielfältiger sind die Möglichkeiten. Auch verhilft der frühe fachliche Austausch zu Konstruktionen, die auch langfristig viel Freude bereiten.
www.quendoz-glas.chwww.flintermann-glasveredelung.dewww.glassolutions.chVeröffentlichung: 27. April 2017 / Ausgabe 17/2017


















Akustikpaneele. Vom günstigen Baumarktpaneel bis hin zum hochwertigen Akustikelement aus Massivholz und recycelten Materialien: Das Trendprodukt mit seinem prägnanten Design gibt es in so einigen spannenden Variationen – inklusive passendem Zubehör.
mehr

PaidPost. Der erste Argolite Montage-Leitfaden ist da. Mit dessen Hilfe können Schreinerinnen und Schreiner individuelle Wandverkleidungen im Badezimmer spielend leicht realisieren.
mehr