Vom Stiefkind zum Liebling?
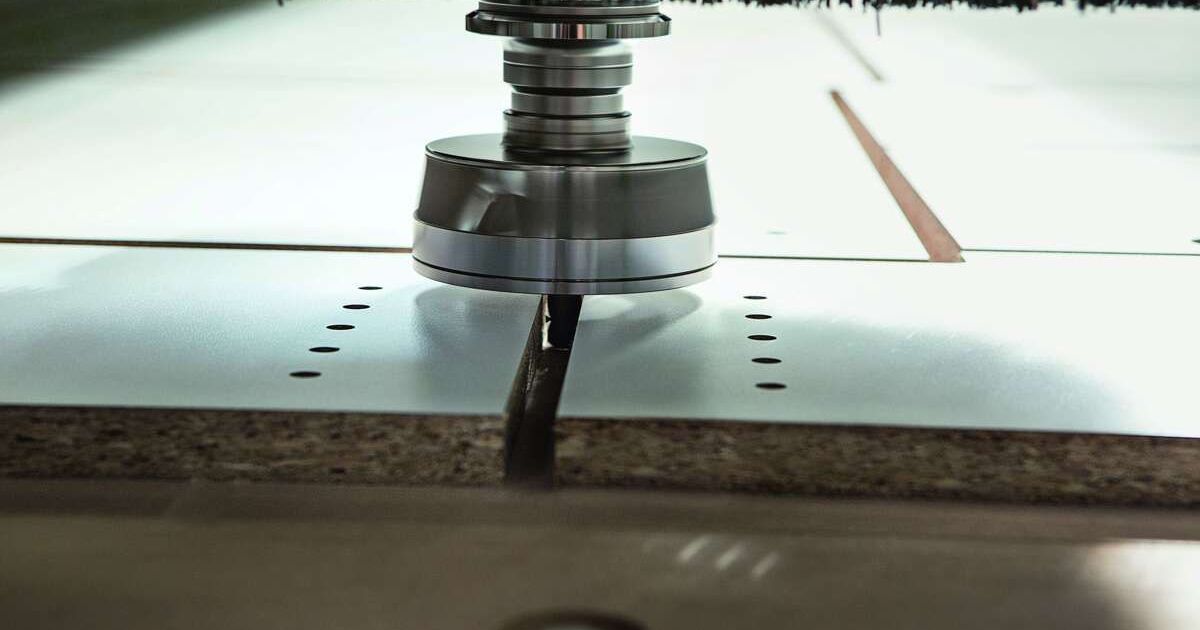

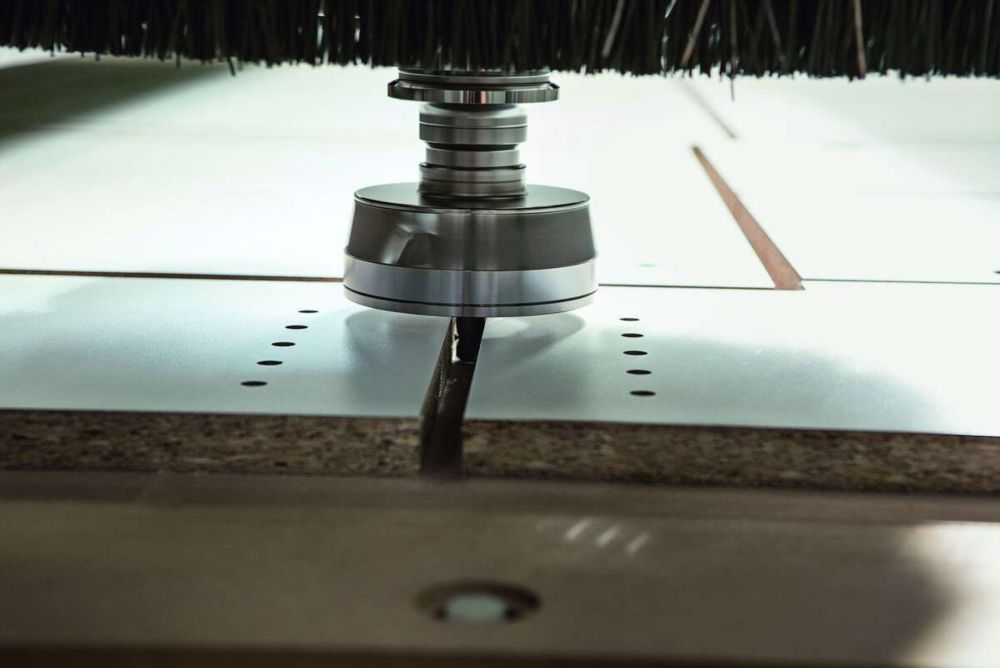
Auftrennen der Platten beim Nestin-Verfahren mit einem speziellen Fräser. Bild: Biesse Group
Auftrennen der Platten beim Nestin-Verfahren mit einem speziellen Fräser. Bild: Biesse Group
Nesting. Immer mehr Schreinereien erkennen das Potenzial, welches im Nesting-Verfahren steckt. Wer eine Veränderung beim Zuschnitt und der CNC-Bearbeitung plant, tut gut daran, die wichtigsten Aspekte und den Stand der Technik zu kennen.
In Schreinereien in Nordamerika ist Nesting als Fertigungstechnik (siehe Kasten) seit Jahren etabliert, in der Schweiz aber nach wie vor selten. Branchenkenner orten verschiedene Gründe dafür: «Das hat einerseits mit Unwissenheit und Angst vor einer grösseren Veränderung zu tun, andererseits auch damit, dass es bis vor ein paar Jahren nur wenige Hersteller gab, die bezahlbare Lösungen anbieten konnten», sagt Urs Scherer von Tre Innova AG aus Hünenberg ZG. Das Unternehmen ist auf Beratungsdienstleistungen für die Holzbranche spezialisiert. Es sei auch so, dass nicht alle führenden Maschinenlieferanten in der Schweiz eine günstige Lösung im Programm hätten. Das Thema sei bisher nicht auf breiter Front gefördert worden.
«Oft möchte der Schreiner die Flexibilität nicht aufgeben, die das klassische CNC-Bearbeitungszentrum bietet. Er möchte neben der Plattenbearbeitung auf der Fläche auch stirnseitige Bearbeitungen sowie Rahmenbearbeitungen ausführen können», ergänzt Michael Gwerder von Biesse Schweiz in Ermensee LU. Auch das Thema Platz sei ausschlaggebend. Wenn eine Schreinerei eine vertikale Plattensäge in Kombination mit einem CNC-Bearbeitungszentrum im Einsatz habe, reiche oft die Fläche nicht oder nur mit einer Umstellung des Layouts, um eine Nesting-Lösung einzusetzen, führt Gwerder weiter aus. «Und dann treffe ich oft die Situation an, dass in Schreinereien entweder beim Zuschnitt oder der CNC gerade erst eine neue Maschine angeschafft wurde. Alles verständliche Gründe, welche die Entscheidungsträger davon abhalten, auf die Karte Nesting zu setzen.»
Dennoch ändert sich hierzulande die Einstellung zum Thema Nesting, sagt Urs Scherer: «Im Ausland hat sich Nesting ganz klar etabliert, hier in der Schweiz rückt das Thema immer mehr in den Fokus, bis heute allerdings mit wenigen Umsetzungen. Die Hersteller von Nesting-Lösungen haben sehr gute Konzepte, welche mittlerweile auch preislich attraktiv sind. Daher bin ich überzeugt, dass diese Fertigungsart künftig stark zunehmen wird.»
Offensichtlich gibt es beim Thema Nesting noch viele offene Fragen. Umso wichtiger ist es, sich zu informieren. Nesting muss heute definitiv in Betracht gezogen und mit anderen Lösungen verglichen werden, wenn es darum geht, eine Investition im Bereich Zuschnitt und Bearbeitung von Platten zu tätigen. Denn als Belohnung winkt nichts weniger als die Möglichkeit einer massiven Effizienzsteigerung und damit eines Kostenvorteils am Markt. Im Gegensatz zum klassischen Zuschnitt lassen sich die Werkstücke beim Nesting ineinander verschachteln. Dies hat oft weniger Verschnitt zur Folge, insbesondere bei Teilen mit Freiformen. Das Handling und die Lagerung der Teile zwischen den Fertigungsschritten entfallen, es sind weniger Arbeitsstunden des Maschinisten nötig. Hier erkennen Anwender die wesentliche Stärke von Nesting. Zusätzlich muss nur eine Maschine statt mehrere Anlagen unterhalten werden.
«Wir hatten früher zwei vertikale Plattensägen und ein CNC-Bearbeitungszentrum im Einsatz. Mit dieser Kombination dauerte die Verarbeitung einer ganzen Platte im Schnitt rund 40 bis 60 Minuten. Mit der Nesting-Anlage verarbeiten wir eine Platte heute in etwa 20 Minuten», sagt Anatol Schmutz, Inhaber der Schreinerei Schmutz AG in Ried bei Kerzers FR. Der Betrieb ist primär in der Plattenverarbeitung tätig und fertigt Küchen, Schränke, Badzimmermöbel und allgemeine Schreinerarbeiten. Bei der Schreinerei Schmutz AG sind 13 Mitarbeitende angestellt. Im Jahr 2019 hat das Unternehmen eine Nesting-Maschine eingeführt. Für Schmutz überwiegen die Vorteile: «Der Engpass besteht heute im Bankbereich, früher lag er beim CNC-Bearbeitungszentrum. Für uns der klare Beweis für die Leistungsfähigkeit von Nesting. Das alte Bearbeitungszentrum konnte praktisch zu 100 Prozent ersetzt werden durch die neue Anlage. Wir vermissen keine Funktionen und Bearbeitungsarten, zumal wir auch vorher nicht intensiv im Türenbereich tätig waren.» Ausserdem sei die Präzision der Bearbeitungen höher im Vergleich zur Maschine mit Konsolen und Saugern, da die gesamte Platte perfekt plan aufliege. «Mit der Einführung der neuen Anlage konnten wir unser Angebot erweitern und wir sind heute zusätzlich als Lohnfertiger tätig. Wir produzieren für Partnerbetriebe beispielsweise Möbelteile und Sturzbretter. Für uns eine gute Ergänzung zu den eigenen Aufträgen, um die Anlage auszulasten.»
Bei der Frage, wie gross eine Nesting-Anlage zu dimensionieren sei, sind die verarbeiteten Mengen oder das angepeilte Ziel ausschlaggebend. «Bei der Planung sind die zu verarbeitenden Mengen entscheidend. Das heisst, mit welchen Teilemengen und -grös-sen muss gerechnet werden? In kleineren Betrieben mit 5 bis 15 Mitarbeitenden wird der Ausstoss der Nesting-Anlage zur vollen Auslastung der restlichen Produktionsbereiche völlig ausreichen. Bei mittelgrossen bis grossen Betrieben empfehlen wir, neben der Nesting-Anlage noch ein CNC-Be- arbeitungszentrum einzuplanen», sagt Urs Scherer.
Nesting bringt jedoch auch Einschränkungen mit sich: Stirnseitige Bearbeitungen und Bearbeitungen unterhalb des Werkstücks sind nur eingeschränkt oder gar nicht möglich. Für Eckverbindungen kommen daher spezielle Korpusverbinder zum Einsatz, welche sich von oben einfräsen lassen. «Die Wahl des Verbinders ist aus unserer Sicht zentral beim Nesting. Der passende Verbinder muss gleich zu Beginn definiert sein. Faktoren wie Kosten des Verbinders, Art der Fräsung, Stabilität der Verbindung, Sichtbarkeit im Korpus, Zugänglichkeit der Verbindung im Korpus, Vorgehen beim Zusammenbau der Korpusse und so weiter müssen genau abgewogen werden», betont Anatol Schmutz.
Eine moderne Nesting-Anlage lässt sich durch Umrüsten auf Sauger fast so flexibel einsetzen wie ein klassisches CNC-Bearbeitungszentrum. Heute sind auch Rahmenspanner für das Profilieren und Bearbeiten von Rahmenteilen erhältlich. Die Sauger können dabei frei auf der Hilfsplatte platziert werden. Dies ist jedoch mit Umrüstzeiten verbunden, was die Effizienz wieder verschlechtert. Ebenfalls ist die Überfahrhöhe einer Nesting-Maschine kleiner als bei einem klassischen CNC-Bearbeitungszentrum. Dies schränkt das Fräsen von Freiformen oder speziellen Teilen ein. Daher liegt der Fokus beim Nesting auf der flächigen Plattenverarbeitung, was oft als Einschränkung bei den Fertigungsmöglichkeiten verstanden wird. Der Anwender muss sich also auf diesen Bereich fokussieren, um das Potenzial voll ausschöpfen zu können.
Das Auftrennen und die besonderen Bearbeitungsarten beim Nesting bringen andere Anforderungen an die Werkzeuge mit sich. Daher ist die Wahl der Werkzeuge und des Lieferanten ein zentraler Punkt. «Unsere Empfehlung ist, dass ein Werkzeuglieferant mit Erfahrung und entsprechenden Referenzen zu wählen ist», sagt Schreiner Schmutz. «Die Werkzeuge müssen sehr leistungsfähig sein, da sämtliche Bearbeitungen auf einer Anlage erfolgen.»
Bleibt noch die Frage nach den Kosten im Vergleich zur konventionellen Fertigung. «Gemäss Berechnungen eines bekannten Werkzeuglieferanten sind die Werkzeugkosten beim Nesting in der Regel vergleichbar mit der Kombination einer liegenden Zuschnittanlage und einem CNC-Bearbeitungszentrum. Natürlich ist dies im Einzelfall zu prüfen und immer anhängig von Art und Menge der verarbeiteten Plattenmaterialien», sagt Michael Gwerder von Biesse Schweiz.
Oft taucht die Frage auf, ob der konventionelle Zuschnitt ganz weggelassen und durch die Nesting-Lösung ersetzt werden kann. «Aus unserer Sicht ist es nötig, neben der Nesting-Maschine eine konventionelle Möglichkeit des Zuschnitts zu haben. Wir haben eine von zwei vertikalen Plattensägen behalten. Diese Maschine braucht wenig Platz und wird für das Ablängen von langen Werkstücken oder für kleinere Arbeiten eingesetzt, der Anteil beim konventionellen Zuschnitt liegt bei uns noch bei rund fünf Prozent. Nur unsere Spezialisten können die Nesting-Anlage bedienen. Uns ist aber wichtig, dass beispielsweise der Monteur ebenfalls Teile für einen Serviceauftrag zuschneiden kann. Zudem ist es nicht immer effizient, Kleinaufträge mit sehr wenigen Teilen über die Nesting-Maschine laufen zu lassen», berichtet Schmutz. «Wir empfehlen immer, dass neben der Nesting-Lösung auch der konventionelle Zuschnitt beibehalten werden soll. Ich denke, dass in einer durchschnittlichen Schreinerei immer noch rund ein Viertel konventionell zugeschnitten werden muss», ergänzt Urs Scherer.
Mit der Beschaffung einer Nesting-Anlage muss das Werkstatt-Layout oft angepasst werden. Der Grund dafür ist, dass der Platzbedarf in der Länge rasch 12 Meter betragen kann, wenn ein Auslaufband eingesetzt wird. Durch den Einsatz eines Scherenhubtisches für die automatische Zuführung wird die Maschine noch länger. «Die Möglichkeiten sind wie beim konventionellen Zuschnitt sehr umfangreich. Kombinationen mit automatischem Plattenlager und Beschickung, automatischer Teile-Etikettierung, oder einer Kantenanleimmaschine mit Rückführung können bei grossen Mengen sinnvoll sein», sagt Michael Gwerder.
«Wir haben unser Layout aufgrund der Bearbeitungsgrösse von 6 × 2,1 Meter komplett umgestellt. Das vertikale Plattenlager haben wir beibehalten, aber umplatziert. Heute kommt ein schwenkbarer Saugkran für die Beschickung zum Einsatz. Die Nesting-Maschine verfügt über ein Auslaufband. Diese Konstellation ist ideal für unsere Ansprüche», sagt Schmutz. Der Einsatz eines Auslaufbandes ist für viele Anwender besonders zentral, denn damit wird ein wesentlicher Nachteil des Nesting-Verfahrens ausgeglichen. Die fertig verarbeitete Platte wird auf dieses Band abgeschoben, die Werkstücke entnimmt man bequem von der Stirnseite der Anlage her. Abschnitte werden zerbrochen und in einem Abfallwagen vor Ort entsorgt. Dadurch fällt das mühsame Einsammeln der Teile ringsum der Maschine weg. Die neue Fertigungstechnik bedingt also oft Anpassungen am Layout und an den Prozessen. Beides keine alltäglichen Aufgaben. Erfahrung ist wichtig und daher lohnt sich oft eine Beratung durch Maschinenlieferanten oder Spezialisten, welche die passende Lösung für den eigenen Betrieb definieren können.
Beim Nesting ebenfalls zentral ist das Datenmanagement. Die Anlagen lassen sich zwar «manuell» an der Maschine programmieren, jedoch drängt sich die Datendurchgängigkeit meist auf. Dies als weitere Effizienzsteigerung und aufgrund der Tatsache, dass Optimierung und Zuschnitt sowie die Bearbeitung auf einer Anlage gleichzeitig erfolgen. Idealerweise kommt eine CAD-Lösung mit Korpusgenerator zum Einsatz, die gesamten CNC-Daten werden direkt via CAM-Lösung erstellt und an die Maschine gesendet. Für eine Schreinerei, welche auch gleich das Thema Datendurchgängigkeit anpacken möchte, kann Nesting auch vor diesem Hintergrund die richtige Wahl sein.
Die beschriebenen Aspekte zeigen auf, dass Nesting-Verfahren heute bei einer anstehenden Investition in die Evaluation miteinbezogen werden müssen. Mit Nesting lassen sich in den drei Bereichen Zuschnitt, Bearbeitung und Datenmanagement sehr gute Lösungen realisieren. Voraussetzung ist, dass der Unternehmer es wagt, einen neuen Weg zu gehen und sich auf seine Kernkompetenz zu fokussieren. Und diese liegt bei einer Mehrzahl der Schreinereien zweifellos bei der Plattenverarbeitung, wo Nesting zu Hause ist.
www.schreinerei-schmutz.chwww.biesse.chwww.treinnova.chIn Schreinereien versteht man unter Nesting (englisch für «Verschachteln») das Vereinen von Zuschnitt und Bearbeitung von Platten auf einer Anlage. Was mit traditionellen Fertigungsmitteln (Zuschnittanlage und CNC-Bearbeitungszentrum) separat ausgeführt wird, erfolgt in einem einzigen Arbeitsschritt. Eine Nesting-Anlage ist daher auf die Verarbeitung von ganzen Platten ausgelegt.
Dabei kommt normalerweise ein grossformatiger Rastertisch zum Einsatz, der mit einer sogenannten Hilfsplatte («Opferplatte») belegt wird. Bei dieser Hilfsplatte handelt es sich oft um MDF, durch die hindurch die zu bearbeitende Platte angesaugt und gehalten wird. Die Teile werden direkt aus der ganzen Platte gefräst.
Wer im Nesting-Verfahren fertigen möchte, muss sich fast zwangsläufig für einen Korpusverbinder entscheiden. Die klassische Verbindungsart mit Dübel, welche bei der konventionellen CNC-Fertigung oft zum Einsatz kommt, ist beim Nesting nur mit einem speziell schlanken Winkelaggregat möglich. Damit dieses zwischen den Werkteilen zum Einsatz gelangen kann, wird der nötige Platz zwischen den Werkteilen zuerst freigefräst. Darunter leidet die Effizienz, und der Materialverlust ist ebenfalls höher. Natürlich könnten die Dübelbohrungen auch mittels Umrüsten auf Sauger oder auf einer separaten Anlage erstellt werden. So oder so resultiert aber eine Effizienzminderung im Prozess, welche immer unerwünscht ist. Aus diesem Grund ist für die meisten Anwender ein passender Eckverbinder die optimale Lösung. Auf dem Markt sind aktuell wenige Modelle, welche der Anwender mit der Einführung der Nesting-Anlage vergleichen muss.
Grundsätzlich lassen sich Verbinder in die Varianten «im Korpus sichtbar» und «im Korpus unsichtbar» unterteilen. Beide haben Vor- und Nachteile.
Vorteile sichtbarer Verbinder:
Nachteile sichtbarer Verbinder:
Vorteile unsichtbarer Verbinder:
Nachteile unsichtbarer Verbinder:
Von beiden Arten bieten mehrere Hersteller in der Praxis bewährte Verbinder an, so wie beispielsweise Cabineo (Bild) oder Tenso von Lamello, Zipbolt Fastfit von Knapp oder Fixchip von Fixchip.
Veröffentlichung: 08. August 2022 / Ausgabe 29-30/2022






WErkzeuge. Der Umgang mit scharfem Werkzeug ist für den Schreiner tägliches Brot. Dem Thema Sicherheit ist deshalb eine grosse Wichtigkeit beizumessen. Bei den Maschinenwerkzeugen hat die Thematik viel mit der richtigen Pflege und Wartung zu tun.
mehr
Es war im Oktober an der Holz in Basel. Die Pégas SRP 13 Dual schnitt am Stand von Answerk fine woodworking vor den staunenden Augen der Besucherschaft enge Radien in starkes Holz. Nicht nur bei Fachredaktor Christian Härtel sorgte das für eine spürbare Begeisterung ob der Leistungen und Möglichkeiten der Maschine. Nach dem Spontankauf testet der Autor die Säge und schaut, ob das Rad nun neu erfunden ist.
mehr
PaidPost. Die neue «Stream B MDS 2.0» von Biesse ermöglicht mit ihrer neuen Kantenanleimtechnologie flexible Losgrösse-1 Produktion und maximaler Leistungsfähigkeit mit bis zu 1'200 Platten pro Schicht.
mehr